|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Tehnica mecanica
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica Pistonul motorului |
Pistonul motorului
PISTONUL MOTORULUI
a)Rolul. Pistonul este organul din mecanismul motor care indeplineste urmatoarele functiunii:
1) preia forta de presiune a gazelor si o transmite prin intermediul boltului si a bielei, la arborele cotit. Miscarea sa alternativa este transformata, prin inte-rmediul mecanismului biela-manivela, in miscare de rotatie a arborelui cotit;
2) preia reactiunile det de biela si le transmite suprafetei cilindrului;
3) asigura cu ajutorul segmentilor etansarea camerei de ardere.
4) serveste ca mijloc de transmitere a caldurii la peretii cilindrului si chiar la aerul din carter;
5) impreuna cu segmentii asigura reglarea cantitatii de ulei pe oglinda cilindrilor;
6) la motoarele in 2 timpi pistonul mai are in plus si rolul de organ de distibutie el comandand deschiderea si inchiderea luminilor de baleiaj si de evacuare.
b) Solicitari. Este supus la solicitari mecanice datorate fortei de presiune a gazelor, solicitari termice deoarece dea-supra pistonului are loc procesul de ardere, si la uzura, el fiind o piesa in miscare relativa fata de cilindru, deci intre ele existand frecare. Diminuarea acestei frecari se face printr-o pelicula de ulei ce se depune prin ceata si stropire pe oglinda cilindrului.
c) Cerinte Fata de piston se impun urmatoarele cerinte;
rezistanta mecanica la actiunea fortei de presiune a gazelor si mentinerea acesteia la temp ridicate;
- termoconductibilitate mare in scopul micsorarii temp;
- dilatare redusa si concordanta a acesteia cu dilatarea cilindrului:
- coefi mic de frecare si deci rezistenta inalta la uzura:
d) Constructie. Pistonul se compune din patru parti si anume:
1) capul pistonului care preia forta de presiune a gazelor,
2) regiunea port-segmenti care contine canalele unde se monteaza segmentii;
3) mantaua sau fusta pistonului, care ghideaza pistonul in miscarea sa alternativa;
4) bosajele sau umerii pistonului, unde se executa alezajul pentru bolt.
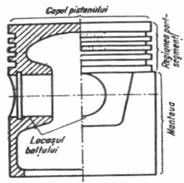
Capul pistonului poate avea forme diferite in functie de tipul motorului (MAS sau MAC). La MAS el poate fi plat, bombat sau profilat. La MAC capul pistonului poale fi plat (MAC-uri cu injectie indirecta) sau poate avea diferite forme in functie de geometria camerei de ardere ce este executata in acesta (MAC-uri cu injectie directa). (A se vedea setul de pistoane din cadrul lucrarii).
Regiunea port-segment (RPS) este regiunea situata imediat sub capul pistonului pana la alezajul pentru bolt, unde se dispun segmentii. (La unele motoare, mai ales Diesel, uneori se mai dispune un segm de un-gere la partea inferioara a mantalei, sub alezajul pentru bolt, deci nu in RPS).Pt usurarea evacuarii caldurii inmagazinta de primul segm, numit si segm de foc, canalul acestuia se executa, mai ales la motoarele rapide (MAS-uri), mai jos decat partea interioara a capului . La motoarele la care grosimea capului este prea mare (MAC-uri), canalul acestui segment este protejat cu o insertie din otel termorezistent . Uneori prin intermediul unui cilindru canelat la exterior, incorporat in RPS se protejeaza toate canalele pentru segm, sau se prevede aceasta insertie chiar pe capul pistonului in dreptul jetului de flacara sau combustibil . Insertia de metal se confectioneaza din fonta cenusie, fonta speciala sau austenitica, cu coeficient de dilatare apropiat de cel al aluminiului (de exemplu NIRE-ZIST).
|
Mantaua (fusta pistonului) este partea pist care serveste la ghidarea sa in miscarea alternativa din interiorul cilindrului. Prin intermediul acesteia se preia forta normala N = F*tgα si se transmite la oglinda cilindrului ; (F=Fp+Fj, unde Fp este forta de pres a gazelor, iar Fj este forta de inertie a mas-elor in miscare alternativa). Nu intreaga circumfe-rinta a mantalei transmite aceasta forta normala N, care isi schimba sensul de 7 ori pe parcursul unui ciclu, ci numai o portiune situata sub un unghi p = 80.. 100° . asa explicandu-se uzura mai accentuata a acesteia. Uneori, si numai la MAS, se practica taierea mantalei pe fata care nu preia forta normala maxima, taiere incompleta in forma de T sau de H rezultand asa numita manta elastica. Acest tip de manta permite reducerea jocului la rece dintre piston si cilindru pana la valori de 0,024 0.036 mm deoarece se conteaza pe faptul ca dilatarile pistonului la cald sunt preluate de rostul acestei taieturi.Se utilizeaza pe scara larga pistoane cu insertii formate dintr-o placuta metaltca dispusa in zona bosajelor . Aceasta poate fi o placuta de invar (otel aliat cu 36% Ni si cu un coeficient de dilatare de 30 x mai mic decat al aluminiului, ) sau placuta din otel de calitatea . Placutele de invar sunt sunt incorporate in materialul pistonului impiedicand dilatarea pistonului in timp ce placutele de otel sunt fixate pe periferia materialului pistonului si lucreaza ca o lama bimetalica supusa incalzirii, franand dilatarea, sistemul curbandu-se in directia evazarii pentru a satisface conditia de dilatare.
Un asemenea piston permite cele mai mici jocuri de montaj (0,0120,024 mm), si in plus placutele inserate maresc rigiditatea mantalei si a umerilor. Pistoanele cu insertie se numesc si pistoane autotermice si se utilizeaza la motoare solicitate mai intens termic si mecanic.
Bosajele sau umerii pistonului Reprezinta aglomerari de material in care se executa alezajul pentru bolt. Centrul acestui alezaj (punctul B) poate fi pe axa pistonului sau poate fi decalat cu e=0,51,5 mm in sensul de rot-atie al arborelui cotit, sau in sens invers . In aceste cazuri se urmareste fie micsorarea unghiului fie micsorarea unghiului b si implicit a fortei N ceea ce duce la micsorarea fortei de frecare (Ff =μ*N unde micron este coefi de frecare dintre piston si cilindru), fie a cuplului de basculare al pistonului (Mb = Ff*D/2 unde D este alezajul). De aceea pt a putea fi montat corect, respectand sensul de deza-xare, pist se repereaza printr-un semn (o sageata, o litera V ) marcat pe capul sau si paralel cu axa bolt-ului. Montarea se face dupa indicatiile constructor-ului (d), adica toate pistoanele unui motor au acest semn orientat spre volant (DACIA) sau spre partea din fata a motorului (OLTCIT).
e) Comportarea in exploatare. Pistonul in exploatare se deformeaza din mai multe cauze si anume :- sub actiunea dilatarilor termice (fig,II-7,a);
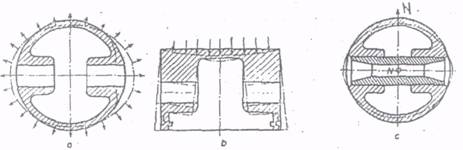
Fig.II-7 Deformatiile pistonului in exploatare
- sub actiunea fortei de presiune a gazelor Fp (b);
- sub actiunea reactiunii N' determinate de cilindru asupra pistonului (c).Se observa insa ca in toate aceste cazuri pistonul ia o forma eliptica. in plan transversal cu axa mare a elipsei paralela cu axa boltului.De asemenea pist este supus uzurii normale sau anormale din aceleasi motive ca si cilindrul, dar apare mai ales griparea pistonului care consta din topirea unui strat superficial din materialul acestuia si aderarea lui la oglinda cilindrului. Cauza o constituie supraincalzirea prin frecare a cuplului piston-cilindru in principal din lipsa de ungere si/sau de racire. Griparea poate ajunge, in cel mai grav caz, pana la 'sudarea' pistoanelor de cilindri si deci blocarea motorului, cand remedierea nu se mai poate face decat prin inlocuirea intregului set motor. Spargerea capului pistonului poate avea loc atunci cand in cilindru se dezvolta timp indelungat o ardere cu detonatie sau in cazul ruperii uneia din supape si caderea ei in cilindru. Datorita unor jocuri mari intre piston si cilindru (peste 0,001 D) apare fenomenul de bataie a pistonului cand mantaua, mai ales la MAS unde este mai subtire, se poate sparge.
f) Materiale, tehnologie de fabricatie, control si montai. Pistonul poate fi executat prin doua procedee si anume: turnare in cochila sau matritare. Turnarea este mai des utilizata, mai ales la motoarele de serie, deoarece este un procedeu mai ieftin si care confera rezistenta mecanica suficienta pentru solicitarile la care este supus un astfel de motor. Matritarea se utilizeaza pentru pistoanele motoarelor puternic solicitate cum ar fi cele de curse. Ca materiale se utilizeaza:- aliaje de aluminiu cu cupru numite si aliaje Y;- aliaje de aluminiu cu siliciu numite silumin. Se exemplifica in continuare cateva materiale mai des utilizate, conform STAS 201/2 - 80: ATN Cu4 Ni2 Mg, ATC Cu4 Ni2 Mg, ATN Cu 10 Mg, ATC Si6 Cu4, ATC Si7 Mg, ATC Si 10 Cu3 Mg, ATC Si 12 Cu Mg Ni etc. Prelucrarea prin aschiere a profilului exterior al pistonului este insa foarte pretentioasa ea trebuie sa tina seama de deformatiile pe care acesta le sufera in timpul functionarii. Astfel cunoscand modul de deformatie, pentru a-1 contracara, pistonul se profileaza in plan transversal dupa o elipsa care are axa mare perpendiculara pe axa boltului (fig.II-8,a), urmand ca la cald pistonul sa devina cilindric. Marimea ovalizatiei maxime este Av = 0,1. .0,25 mm pentru alezaje mai mici de 100 mm si poate ajunge la 1,0 mm pentru alezaje mai mari. De asemenea avand in vedere incalzirea diferita pe inaltime datorita repartizarii neuniforme a materialului si deci dilatarea diferita, in profil longitudinal,
pistonul nu este cilindric ci poate avea diferite forme tronconice insa intotdeauna (la rece) cu diametrul mai mic la capul pistonului. La cald datorita dilatarilor mai mari in aceasta zona, pistonul devine cilindric.Suprafata exterioara a pistonului poate fi protejata prin:- cositorire cu un strat de 0,0040.006 mm care scurteaza perioada de rodaj;- grafitare cu un strat rugos si aderent de grafit de 0.01 mm care retine uleiul prevenind griparea;- eloxare adica oxidare electrolitica a suprafetei pistonului rezultand un strat dur si poros care retine uleiul si mareste rezistenta la uzura.
Pistoanele se sorteaza pe clase de dimensiuni si de greutati, in functie de diametrul mare al elipsei (cota masurata perpendicular pe axa boltului) si de masa lui. Cele doua sortari se marcheaza pe capul pistonului prin doua pete de vopsea de culori diferite. La MAS se sorteaza si dupa marimea alezajului pentru bolt, marcadu-se pe capul pistonului inca un semn de o alta culoare.
Pistonul se fabrica si pentru diferite trepte de reparatie a cilindrului de +0,25, +0,5 si +1 mm si se marcheaza cu Rl, R2, R3.
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2024 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Lucrari pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||