|






 |  |

| Afaceri | Agricultura | Comunicare | Constructii | Contabilitate | Contracte |
| Economie | Finante | Management | Marketing | Transporturi |
Management
|
|
Qdidactic » bani & cariera » management Calitatea - managementul calitatii |
Calitatea - managementul calitatii
- Ce este calitatea
Ansamblul de caracteristici ale unei entitati care ii confera acesteia aptitudinea de a satisface necesitatile exprimate si implicite.
Calitatea poate fi privita matematic, ca o functie cu mai multe variabile dintre care cele mai importante sunt prezentate in (Fig.1.3). Principalele variabile care influenteaza functia calitate sunt:
Costurile de realizare a produsului (costurile materiilor prime, energiei, subansamblelor si reperelor componente achizitionate de la furnizori, costurile salariale, etc);
Costurile de exploatare (costul energiei, a pieselor de schimb si a consumabilelor, costuri de intretinere, costuri salariale);
Costuri de indisponibilitate - sunt costuri datorate nefunctionarii la parametrii planificati a produsului sau datorati nefunctionarii.
Costurile de realizare a produsului si costurile de exploatare sunt in functie de caracteristicile tehnice si de caracteristicile psiho-sociale intr-o relatie direct proportionala. Costurile de exploatare si de indisponibilitate sunt intr-o relatie directa cu fiabilitatea (definita ca perioada de timp intre doua reparatii), mentenabilitatea (media aritmetica a fiabilitatii) si mentenanta (timpul maxim de exploatare).
- Ce isi doreste un client de la un produs (max 3)
Clientii isi doresc sa achizitioneze produse care sa corespunda cat mai bine scopului si necesitatilor, care sa fie livrate la timp si-n cantitatea solicitata, care sa functioneze optim o perioada indelungata cu consumuri minime avand la dispozitie activitati de asistenta tehnica prompte si calificate si un pret avantajos.
- Ce isi doreste un producator de la un produs (max 3)
Dorinta producatorului este sa aiba o pozitie dominanta pe piata, sa produca si sa vanda un numar cat mai mare de produse sau servicii pentru care sa aiba o raspundere minima dupa livrare si din care sa obtina un profit maxim.
- Care sunt interesele societatii referitoare la calitate (max 3)
Interesele generale ale societatii sunt legate de efectele produselor asupra mediului, de accesul limitat la resurse care treptat se epuizeaza si la aspectele sociale care apar respectiv somaj.
- Pentru o masina de frezat cu CNC dati:
- doua caracteristici tehnice
Dimensiuni: ex 1300x2500x115mm 3,0kW@24.000rpm, Viteza 18m/min
- doua caracteristici functionale
Masa de vacuum si sistem de exaustare prafului, PC cu WinXP si Control software VIC-Soft
- doua caracteristici psiho-senzoriale
- doua caracteristici economice
Garantie 1 an. 3,0kW@24.000rpm
6. Pentru un automobil dati:
- doua caracteristici tehnice
actionat de un motor cu ardere interna, cu abur sau cu electricitate
- doua caracteristici functionale
Automobilele sunt de obicei construite pentru a calatori pe drumuri, dar exista unele, mai ales vehicule utilitare, care permit calatorii in afara drumurilor - (off-road)
- doua caracteristici psiho-senzoriale
Clasa: Coupé
decapotabila
- doua caracteristici economice
consum mediu 4.8l/100km
pretul si durata de livrare
7. Ce diferenta este intre controlul calitatii si asigurarea calitatii ( 3 rinduri)
CONTROLUL CALITATII - Tehnicile si activitatile cu caracter operational utilizate pentru indeplinirea conditiilor de calitate.
Controlul calitatii implica tehnici, activitati si operatiuni care au ca scop atat urmarirea unui proces cat si eliminarea cauzelor performantelor necorespunzatoare in toate fazele spiralei calitatii in vederea obtinerii eficientei economice. Prin termenul inspectie se intelege activitati cum ar fi masurarea, examinarea, incercarea sau verificarea cu un calibru a uneia sau mai multor caracteristici ale unei entitati si compararea rezultatelor cu conditiile specificate in scopul de a stabili daca este realizata conformitatea pentru fiecare caracteristica. ASIGURAREA CALITATII - Ansamblul activitatilor planificate si sistematice implementate in cadrul sistemului si modelului de asigurarea calitatii si demonstrate atat cat este necesar, pentru furnizarea increderii corespunzatoare ca o entitate va satisface conditiile referitoare la calitate, (Fig.1.4) Pentru a fi eficienta asigurarea calitatii implica, o evaluare permanenta a factorilor care influenteaza gradul de comparare a proiectului sauspecificatiilor cu aplicatiile prevazute, precum si verificari si audituri ale operatiilor de productie, montaj si inspectie. "A da incredere" poate implica furnizarea de dovezi.
8. Cum ar trebui aplicat TQM in educatie (5 rinduri)
Aplicarea principiului TQM (planifica, actioneaza, controleaza, corecteaza)
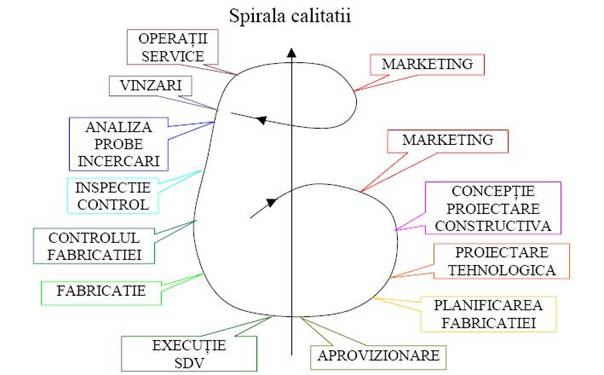
9. Spirala calitatii (desen fara explicatii)
10.Cine defineste politica calitatii intr-o firma (2 rinduri)
POLITICA IN DOMENIUL CALITATII - Orientarile si subiectele generale ale unei organizatii, in cea ce priveste calitatea asa cum sunt ele exprimate oficial (in scris), de catre conducerea organizatiei la nivelul cel mai inalt.
11. Care sunt principalele componente ale unei politici a calitatii (5 componente)
1/ Stabilirea principiilor fundamentale care orienteaza toate actiunile.
2/ Stabilirea obiectivelor de performanta.
3/ Planificarea programului de activitati care trebuiesc luate pentru atingerea obiectivelor. Acesta trebuie sa cuprinda evaluarea performantelor realizate, identificarea cauzelor insucceselor, si actiunile prompte de remediere. Un plan de masuri care are la baza principiul cunoasterii si satisfacerii cerintelor si asteptarilor clientilor care are ca obiectiv reducerea si eliminarea reclamatiilor clientilor
4/ Organizarea posturilor prin definirea sarcinilor locurilor de munca si a functiilor pentru indeplinirea obiectivelor planificate
5/ Selectarea, incadrarea, si instruirea resurselor umane;
6/ Motivarea personalului pentru realizarea obiectivelor
7/ Controlul rezultatelor in comparatie cu obiectivele si adoptarea masurilor pentru eliminarea diferentelor.
12. Ce diferenta este intre strategie si management
SR ISO 8402 95 pct.8.2: MANAGEMENTUL CALITATII - Ansamblul activitatilor functiei generale de management care determina politica in domeniul calitatii, obiectivele si responsabilitatile si care le implementeaza in cadrul sistemului calitatii prin mijloace cum ar fi planificarea calitatii, controlul calitatii, asigurarea calitatii si imbunatatirea calitatii.
STRATEGIA IN DOMENIUL CALITATII descrie modul in care compania preconizeaza sa actioneze pentru realizarea obiectivelor corespunzand politicii in domeniul calitatii, in functie de conditiile de mediu dar si de resursele si capacitatile companiei. In baza strategiei se elaboreaza deciziile si se aloca resursele.
13. Ce este sistemul calitatii? ( 2 rinduri) Dati un exemplu dintr-o firma (diagrama)
SISTEMUL CALITATII - Ansamblul de structuri, proceduri, procese si resurse necesare pentru implementarea managementului calitatii. Prin structura organizatorica se inteleg responsabilitatile, autoritatea si relatiile reprezentate intr-o schema, prin care o organizatie isi exercita functiile.
14. Dati 5 exemple de indicatori ai calitatii dintr-o firma producatoare de automobile
1) Masurarea cantitativa si calitativa a reclamatiilor venite din
partea beneficiarilor
2) Evaluarea volumului returnarilor la produsele livrate pe
credit.
3) Informatiile cu privire la piesele de schimb.
4) Reactia consumatorilor identificata prin organizarea feedback- ului informational, efectuarea de sondaje, prin chestionare, colectarea observatiilor, recomandarile consiliilor consultative ale consumatorilor, si prin alte abordari sistematice.
15.Ce resurse are la indemina managerul cu calitatea ( 4 rinduri)
Munca managerului consta in combinarea/coordonarea resurselor in scopul atingerii obiectivelor organizatiei.
RESURSELE
. Materiale;
. Umane;
. Financiare;
. Informationale.
Activitati manageriale: formularea politicii, elaborarea obiectivelor, planificarea, organizarea, selectarea si instruirea personalului, analiza rezultatelor si controlul. Pentru realizarea acestor activitati destinate realizarii obiectivelor managementul calitatii elaboreaza strategia in domeniul calitatii.
16. Ce este si unde se aplica controlul statistic al produselor ( 5 rinduri)
SPC (Statistical Process Control, in germana Statistische Prozeß-regelung) esteo metoda a managementul calitatii, cu ajutorul careia poate fi supravegheat un proces iar la nevoie se poate efectua o interventie de reglare, respectiv de corectare a procesului, inainte de a rezulta neconformitati.
Dupa fabricarea produselor, se masoara caracteristicile calitative urmarite iar rezultatele sunt vizualizate intr-o cartelade controlul calitatii. Prin interpretarea adecvata a cartelelor de controlul calitatii se intentioneaza identificarea cat mai timpurie a erorilor sistematice, pentru a interveni in proces in modul corector corespunzator.
17. Avantajele controlului statistic (3 avantaje)
- evitarea erorilor in productie;
- reducerea masurilor de verificare in controlul final;
- posibilitatea de detectare a erorilor care nu mai pot fi evidentiate pe standul de
verificare finala;
- supravegherea procesului de fabricatie si garantarea ca etapele urmatoare ale
procesului nu vor contine nici o piesa defecta din punct de vedere al dimensiunilor
initiale de intrare (procesul urmator este considerat clientul beneficiar al procesului
anterior);
- detectarea si eliminarea marimilor perturbatoare ale unui proces atat in ceea ce
priveste amplitudinea acestora cat si in ceea ce priveste optimizarea parametrilor
care influenteaza procesul, cum sunt de exemplu materialul si tolerantele piesei,
specificatiile referitoare la masini, reglarea sculei sau specificatiile referitoare la
mijloacele de verificare;
- identificarea timpurie a problemelor referitoare la calitate, procesele tehnologice;
- stabilitatea fabricatiei, adica mentinerea sub control statistic a tuturor proceselor de
fabricatie
- reducerea costurilor, a procentului de rebuturi si a cheltuielilor de verificare atat in
ceea ce priveste numarul lor cat si restrangerea sferei de verificare
- cresterea nivelului calitativ general si ca urmare cresterea productivitatii prin
utilizarea sistematica a analizelor si prin documentarea lor, prin evaluarea prognozelor pe termen lung si printr-un procedeu continuu de feed-back aplicat
datelor de masurare.
18. Dati un exemplu de caracteristica cantitativa si unul de caracteristica calitativa care pot fi urmarite prin control statistic
19.Care sunt etapele parcurse la implementerea si realizarea controlului statistic ( 5 rinduri)
Succesiunea generala a fazelor parcurse pentru realizarea controlului statistic al
proceselor si produselor este:
1. Planificarea verificarilor probelor de sondaj. In aceasta etapa din multimea parametrilor care caracterizeaza un produs sau proces se aleg caracteristicile care trebuie urmarite. Functie de volumul datelor care trebuie prelucrate se stabilesc volumul esantioanelor si frecventa de achizitie. Se stabilesc de asemeni parametrii statistici cu ajutorul carora va fi urmarit procesul si limitele de variatie a acestora.
2. Prelevarea probelor accidentale de sondaj, dintr-un colectiv de baza necunoscut.
Aceasta se realizeaza aleator sau in baza unei proceduri planificate.
3. Verificarea fiecarui exemplar al probei accidentale de sondaj;
4. Evaluarea statistica a datelor determinate prin calculul parametrilor statistici si
completarea cartelelor de urmarire.
5. Deducerea unor aprecieri cu privire la colectivul de baza.
20.Care sunt factorii care influenteaza un proces de prelucrare (5 M)
Influenta masinilor sau a instalatiilor este minima deoarece reglajele initiale se mentin neschimbate o perioada indelungata. De exemplu un strung cu CNC va produce neconformitati numai datorate uzurii sculelor (erori sistematice previzibile) sau datorate unor erori aleatoare (ruperea sculei) Influenta metodelor se manifesta asupra preciziei de executie sau a productivitatii. Neomogenitatea materialelor influenteaza major dinamica proceselor fiind necesara in majoritatea cazurilor corectarea acestora. Situata pe o clasa superioara influenta atribuita factorului uman este deosebit de importanta. Angajatii trebuie instruiti si motivati pentru realizarea, conducerea si verificarea proceselor. Cea mai importanta influenta o are mediul in care aceste procese se desfasoara, atat mediul de lucru cat si mediul extern (de afaceri).
21.Cind este un proces controlabil (3 rinduri)
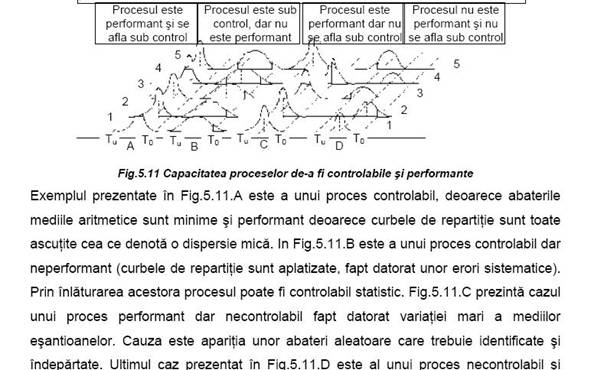
Un proces este considerat controlabil atunci cand distributia caracteristicilor procesului se mentine practic nemodificata, respectiv se modifica numai in limite cunoscute. Un proces este considerat performant daca este capabil sa furnizeze unitati care indeplinesc cerintele de calitate, mai precis, daca numarul rebuturilor rezultate din proces este practic aproape nul.
Un proces este considerat controlabil atunci cand distributia caracteristicilor procesului (parametrii distributiei acestor caracteristici) se mentine practice nemodificata, respectiv se modifica numai in limite cunoscute
22. Cind este un proces performant (3 rinduri)
Un proces este considerat performant daca este capabil sa furnizeze unitati care indeplinesc cerintele de calitate, mai precis, daca numarul rebuturilor rezultate din proces este practic aproape nul.
23. Ce este capabilitatea unui proces ( 3 rinduri)
Pentru obtinerea unei aprecieri cantitativa a capacitatii performante a unui
proces tehnologic, se calculeaza indici de performanta dintre care cei mai importanti
sunt capabilitatea procesului si capabilitatea masini, Calculul capabilitatii se efectueaza
in conditii reale de productie. Cunoasterea capacitatilor performante a unui proces
tehnologic ne ajuta sa apreciem daca procesul este controlabil pe durata indelungata
si daca asigura calitatea necesara. Capabilitatea unui proces, Cp, Cpk. si capabilitatea
unei masini, Cm, Cmk. depind de pozitia si latimea repartitiei fata de limitele de toleranta
Un proces este considerat controlabil atunci cand distributia caracteristicilor procesului (parametrii distributiei acestor caracteristici) se mentine practice nemodificata, respectiv se modifica numai in limite cunoscute. Un proces este considerat performant daca este capabil sa furnizeze unitati care indeplinesc cerintele de calitate, mai precis, daca numarul rebuturilor rezultate din proces este practic aproape nul
24. Care este valoarea minima a capabilitatii. Ce trebuie facut pentru marirea ei (3 rinduri)
25. Ce sunt limitele de interventie (3 rinduri)
Structura de principiu a unei cartele este reprezentata in Fig.5.17. Pe cartela de control pot fi indicate limitele de avertizare, limitele de interventie si limitele de toleranta Cartelele permit controlul continuu al procesului cea ce este in beneficiul procesului. Este posibil astfel sa se obtina o productie constanta si previzibila atat in ceea ce priveste costurile cat si in ceea ce priveste calitatea. Se constata o reducere a dispersiei produselor, reducerea costurilor si cresterea capacitatii efective. Cartelele de controlul a calitatii reprezinta o forma standardizata pentru schimbul de informatii cu privire la descrierea calitatii procesului.
26. Ce sunt limitele de atentionare (3 rinduri)
Limitele de atentionare pentru cartela X se determina cu repartitia binomiala pentru:
P=4,715%, n=198, α=5/% (risc bilateral simetric) ⇒LIS=15; LII=4.
27. Ce masuri se iau la depasirea limitelor de interventie (3 rinduri)
28. Ce masuri se iau la depasirea limitelor de atentionare (3 rinduri)
29. Ce parametrii statistici pot fi trecuti pe o cartela de control (max 5)
30. Cind se utilieaza dispesia si cind amplitudinea pentru o cartela de control
31. Principiul masurarii in coordonate (3 rinduri)
Masurarea este un proces in care marimea masurata este comparata
cantitativ cu o marime de referinta de acelasi tip. Pe post de marime de referinta se
utilizeaza o masura care reprezinta unitatea sau parti ale acesteia. Prin procesul
experimental de masurare se individualizeaza marimea masurata ca multiplu sau
parte a unitatii.
32. Ce diferenta este intre scanare si masurarea punct cu punct (schita + descriere 3 rinduri)
33. Cu ce precizie masoara MMC-urile tactile (ordinul de marime)
34. Cum este definita precizia de masurare la MMC (u1 si u3)
u1 (paralela cu axele), u1=(1,5+L/400) μm,;
u3 (valoarea volumetrica) u3=(1,8+L/300) μm.
35. Cite miscari poate executa a MMC (schita)
36. Cite miscari poate executa un cap de masurare (schita)
37. Principiul de functionare a capului de masurare cu laser (schita + descriere 5 rinduri)
38. Principiul de functionare a capului de masurare tactil punct cu punct (schita + descriere 5 rinduri)
39 Principiul de functionare a capului de scanare (schita + descriere 5 rinduri)
40 Ce este reverse engineering (5 rinduri)
Pentru masurarea suprafetelor complexe sunt dezvoltate programe
specializate, HOLOS si DIMENSION. Aceste programe permit preluarea modelelor
CAD realizate cu programe de proiectarea asistata, (ProEngineer sau CATIA), in
format VDA, sau IGS. Principalele operatii pe care le realizeaza sunt cele de
digitizare a suprafetelor. Pentru fiecare element geometric selectat se stabilesc
parametrii de digitizare si sunt calculate coordonatele punctelor in care se va face
masurarea ("soll"). Ambele programe permit construirea modelelor geometrice 3D
direct cu ajutorul unei biblioteci de corpuri, sau indirect prin Reverse Engineering
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2024 - Toate drepturile rezervate -| |
|
|
||||||||||
|
||||||||||
|
||||||||||
Analize pe aceeasi tema
| ||||||||||
|
| ||||||||||
|
||||||||||
|
|
||||||||||