|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Nutritie
|
|
Qdidactic » stiinta & tehnica » nutritie Preparate din carne - schema tehnologica de obtinere a preparatelor din carne |
Preparate din carne - schema tehnologica de obtinere a preparatelor din carne
I. Argument
I.1.Definitia preparatelor din carne
I.2.Clasificarea preparatelor
I.3.Caracteristicile preparatelor din carne
I.4.Sortimente
I.5.Valoarea nutritiva a carnii si a preparatelor
II. Partea scrisa
II.1.Reteta
II.2.Schema tehnologica de obtinere a preparatelor din carne
II.3.Materii prime
II.4.Materii auxiliare
II.5.Descrierea operatiilor din schema tehnologica
II.6.Definitia operatiilor
II.7.Scop
II.8.Utilaje
II.9.Descriere utilaje
II.10.Deservirea si exploatarea utilajelor
II.11.Retete
II.12.Desene
II.13.Calcule tehnologice
II.14.Defecte de fabricatie
II.15.Caracteristici calitative STASS
II.16.Masuri de protectia muncii si faza stingerii incendiilor
II.17.Masuri de igiena
III. Anexe
IV. Bibliografie
I. ARGUMENT
Prin denumirea de 'produse din carne'se definesc acele produse in a caror compozitie carnea se regaseste in proportia cea mai mare,impreuna cu celelalte materii auxiliare,care au o pondere mai redusa.
Produsele din carne s-au diversificat de la un an la altu,ca urmare a gasirii de noi retete de fabricatie si aplicarii de noi tehnologii adecvate cerintelor consumatorilor.
La baza clasificarii acestor produse stau diverse criterii si anume:
natura procesului tehnologic aplicat
perioada de pastrare
forma de prezentare
natura materiei prime folosite
O clasificare riguroasa si care sa cuprinda toate aceste criterii nu se poate realiza,unele produse fiind asemanatoare intre ele dupa alte criterii,deoarece fiecare atrage de la sine o clasificare, pentru a reduce numeroasele clasificari ce se pot face, s-a propus o schema de clasificare a produselor din carne, in care s-a tinut seama de gruparea sortimentelor dupa urmatoarele criterii:
natura procesului tehnologic
modul de prezentare
In clasificarea produselor din carne se disting doua grupe:
a. preparate din carne:in care sunt grupate preparatele tip salamuri,carnati,tobe,caltabosi,sangerete,paste,specialitati,afumaturi,care sunt prelucrate dupa o tehnologie asemanatoare.
b. conserve din carne: a caror fabricatie este diferita de cea a preparatelor din carne, in care sunt grupate produsele ce se introduc in ambalaje metalice de tipul conservelor mixte, simple si al semiconservelor din carne.
Carnea si produsele din carne sunt considerate elemente de baza in alimentatia umana datorita calitatii si valorii nutritive a acestora.
Calitatea carnii este influentata de:
materia prima
prelucrarea tehnologica
conditiile de depozitare
Materia prima influenteaza calitatea prin:specie,rasa, varsta, stare de ingrasare. Carnea animalelor tinere prezinta fibra musculara fina, continut mare de proteine, fata de carnea animalelor batrane.
Procesul de prelucrare si conditiile de depozitare influenteaza incarcatura microbiana si durata de pastrare a prospetimii.
Valoarea nutritiva-este data de substantele proteice care au rol de substante plastice, de lipide (cu rol energetic), de saruri minerale si vitamine (rol catalitic).
Proteinele-sunt substante plastice importante intrand in structura celulelor organismului.
Lipidele- sunt substante energetice,iar continutul lor difera in functie de specie,varsta, stare de ingrasare.
Carnea de porcine slaba contine circa 6,6%,iar carnea grasa 30%
Carnea de bovina slaba 3,8%,iar carnea grasa 28%.
Substantele catalitice participa la metabolismul plastic si la reactiile fizico-chimice din celule.
Carnea pestelui are o valoare nutritiva mai ridicata decat a animalelor de macelarie se digera si se asimileaza mai usor.
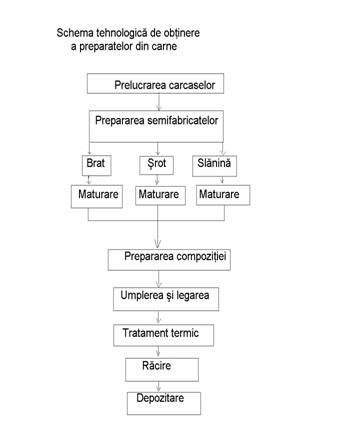
II.5.DESCRIEREA OPERATIILOR DIN SCHEMA TEHNOLOGICA
5.1.Prelucrarea carcaselor
Prelucrarea carcaselor se realizeaza in sectiile de transare. Carcasele de animale rezultate din procesul de taiere in abator sunt transferate in sectiile de transare, dezosare si ales.
Astfel carcasele de bovine in sferturi sau carcasele de porcine in jumatati sunt impartite in portiuni anatomice mari prin operatia de transare. Prelucrarea se realizeaza prin gradul definitoriu:
transare
dezosare
ales
5.2.Transarea sfertului anterior si posterior de bovine
Prin transarea sfertului anterior rezulta urmatoarele portiuni anatomice:
spata:osul scapullum cu musculatura aferenta, muschii dintre spata si antibrat, este folosita pentru fabricarea preparatelor din carne utilizandu-se 'carnea de vita integrala'
rasolul din fata :are baza osoasa humerus, radius, ulma si cuprinde musculatura care le acopera.
gatul:vertebrele cervicale 1-6 cu musculatura aferenta
greabanul:are baza usoara, prinde 5 vertebre si treimea superioara a coastelor cu musculatura aferenta
pieptul si bletul: cuprinde treimea superioara a coastelor cu musculatura aferenta.
capul de piept: are baza osoasa, osul stern cu musculatura aferenta si treimea inferioara a primelor coapse.
Prin transarea sfertului posterior rezulta:
muschiul:musculatura din regiunea dorso-lombara sub apofizele transversale, este reprezentat de muschiul cu psoasul mare, psoasul mic si iliacul.
vrabioara cu os:musculatura cu os la vertebrele 12 dorsale si 3 vertebre lombare.
pulpa cu os: are baza osoasa, oasele bazinului si femurului cu musculatura aferenta.
rasolul din spate:musculatura aferenta oaselor, tibia si peroneul, zone de la articulatia femuro-tibiala si articulatia dorso-metatoeriana.
fleica cu os: peretele abdominal cu musculatura aferenta
coada: are ca baza osoasa vertebrele coccigiene incepand cu cea de-a doua, cu musculatura aferenta.
Transarea-este operatia de sectionare a carcasei(intregi, jumatati, sferturi) in portiuni anatomice mari in vederea dezosarii si alegerii carnii pe calitati.
Spata se detaseaza de trunchi( cutia toracica) prin ridicarea piciorului anterior si taierea tesutului conjunctiv aponevrotic si a muschiilor care o leaga de osul pieptului.
Gatul se desface de cosul pieptului printr-o taietura intre ultima vertebra cervicala si prima vertebra dorsala.
Cosul pieptului este ceea ce ramane din sfertul anterior dupa indepartarea spetei si gatului si este format din musculatura ce imbraca sira spinarii, musculatura intercostala si sternul.
Cosul pieptului se portioneza in urmatoarele parti:stern, greaban, antricot, piept.
Sternul cuprinde musculatura de la capul pieptului si osul stern( cap de piept cu mugure).
Greabanul se sectioneaza intre ultima vertebra cervicala si prima vertebra dorsala in continuarea gatului cat si in zona de separare de antricot. Greabanul cuprinde primele 5 vertebre dorsale si treimea superioara a coastelor.
Antricotul cuprinde
regiunea spinarii dintre coastele 5-6 si pana la coastele 11-12
si treimea superioara a coastelor pe lungimea de 12-
Pieptul e portiunea ce ramane din cosul pieptului si cuprinde portiunea medie si inferioara a coastelor cu denumirea de blet cu fata si piept.
Rasolul din fata(anterior) se separa de spata si cuprinde musculatura ce ocupa oasele radius si cabitus sfertul superior.
Coada se obtine prin sectionare intre prima si a 2-a vertebra coccigiana. Coada cuprinde vertebrele coccigiene si musculatura de acoperire.
Pulpa si fleica se detaseaza prin sectionare si cuprinde musculatura ce acopera oasele bazinului, femurul si peretele abdominal.
Muschiul cuprinde: psoasul mare, psoasul mic si iliacul. Se gaseste sub apofizele lombare pe partea interna a carcasei.
Vrabioara cuprinde vertebrele lombare ale coloanei intre coastele 11-12 pana la ultima vertebra lombara si musculatura de acoperire.
Rasolul din spate cuprinde o musculatura ce acopera oasele tibia si peroneul la oasele tarsiene.
5.3. Dezosarea carnii de bovine
Portiunile rezultate in urma transarii sunt prelucrate prin dezosare, pentru detasarea carnii de pe oase.
Spata se aseaza pe banda cu partea interioara in sus, oasele radius si cubitus spre muncitor. Se desprinde roscelul din fata, se indeparteaza oasele humerus si apoi osul scapullum. Carnea se desprinde cu grija de pe oase.
Gatul: se inlatura apofizele vertebrelor si se separa carnea de pe ele.
Sternul: se dezoseaza si se scoate carnea de deasupra si dintre capetele cartilaginoase ale coastelor si se scoate seul de la capul pieptului.
Greabanul:se detaseaza complet carnea de pe oase.
antricotul nu se dezoseaza pentru productia de preparate ci este destinat livrarii pentru consumul populatiei si alimentatia publica.
Pieptul: se detaseaza tesutul conjunctiv de pe marginea fiecarei coaste si se separa carnea prin tragerea coastelor spre exterior. Carnea obtinuta este portionata in bucati mici fiind folosita pentru preparate.
Coada este destinata consumului populatiei, nu se dezoseaza pentru preparate.
5.4.Muschiul
Pentru desprindere se introduce cutitul cu grija intre muschi si carcasa interioara in zona iliacului iar cu mana stanga se tine muschiul, se sectioneaza cu cutitul de sus in jos pana se separa muschiul. Se inlatura seul, se fasoneaza si este destinat pentru alimentatia publica si consumul populatiei.
5.5.Vrabioara
Este destinata consumului populatiei si pentru alimentatia publica, nu se utilizeaza pentru preparate.
5.6.Pulpa cu fleica si rasolul din spate
Se dezoseaza in totalitate, eliminandu-se oasele bazinului, femurului, tibia, peroneul.
Pulpa se aseaza pe banda cu osul bazinului spre muncitor si partea inferioara in sus, se desprinde cu grija carnea de pe partea interna a bazinului, descoperindu-se oasele bazinului si apoi se separa carnea de pe femur, tibie si peroneu.
5.7.Spata
Cuprinde ca suport osos osul scapullum (sau lopatica) si osul humerus cu musculatura de acoperire, limita inferioara a spetei este linia de despartire si rasolul din fata. La separarea spetei se are grija sa nu se degradeze ceafa.
Spata se foloseste pentru salamuri crude, pentru semiconserve si alte produse din carne.
5.8.Rasolul din fata
Se mai numeste ciolanul, are ca baza osoasa oasele:radius, ulna, primul rand de oase cartiene. La partea superioara se limiteaza de spata iar la partea inferioara de articulatia carpiana(falange).Se utilizeaza pentru consumul populatiei ca atare si pentru industrializare sub forma de ciolane afumate.
5.9.Gusa
Este formata din slanina si musculatura din regiunea gatului si este folosita pentru preparate din carne.
5.10.Pulpa
Este delimitata anterior de sectiunea dintre ultima vertebra lombara si fleica iar inferior de articulatia grosetului si cuprinde oasele bazinului si femurului cu musculatura aferenta. Este utilizata pentru semiconserve, pentru jambon, pentru pastrama, pentru salamuri crude.
5.11.Rasolul din spate
Este limitat la partea superioara de articulatia grosetului, iar la partea inferioara de articulatia joretului. Se utilizeaza pentru preparate din carne, rasolul cuprinde oasele tibia si peroneul si musculatura aferenta.
Se indeparteaza seul si se fasoneaza carnea.
5.12.Alesul carnii de bovine
Carnea de bovina dezosata se alege pe calitati
dupa procentul de tesut conjunctiv, carnea aleasa se taie in
bucati de 300-
5.13.Carne vita calitatea I
Cuprinde carnea macra fara seu, cu 6 %tesut conjunctiv. In aceasta categorie intra portiunile:spata, gat, greaban, pulpa cu fleica, rasol din spate.
5.14.Carne vita calitatea a II-a
Cuprinde carnea macra fara seu, cu tesut conjunctiv intre 6-22%.Carnea provine de la portiuni anatomice:gat, greaban, piept, stern; nu trebuie sa prezinte flaxuri tari.
5.15.Carnea de vita calitatea a III-a
Cuprinde carnea fara seu cu peste 22% tesut conjunctiv si provine de la stern si piept. In afara de aceste calitati la alegere rezulta si carne sangerata, seu, flaxuri tari si oase. Rezultatele transarii se evidentiaza prin indici de transare.
Indicii de transare prezinta procentul de greutate a carcasei, si corespunde fiecarui element rezultat in urma transarii acesteia si difera in functie de tipul de transare efectuat. Se urmaresc si se raporteaza separat dupa ce carnea provine de la bovine adulte sau de la manzati.
Pregatirea subproduselor
II.6.UTILAJE PENTRU PRELUCRAREA
CARCASELOR
Carcasele de bovine sunt prelucrate pentru industrializarea in sectiile de transare prin operatia de transare, dezosare si ales.
Sectiile de transare sunt incaperi climatizate( temperatura de 6-8*C) igienice, dotate corespunzator cu mijloace necesare executarii operatiilor specifice. In sectiile de transare exista utilaje pentru transportul carcaselor, benzi de transare si ales.
Utilajele din sectiile de transare sunt grupate in:
utilaje si instalatii pentru transportul carcaselor
utilaje si instalatii pentru prelucrarea carcaselor
utilaje si instalatii pentru alesul si transportul carnii.
Pentru transarea carcaselor se folosesc linii aeriene de transport formate din cadru, mant transportor pe care sunt fixate organele purtatoare, motorul electric care actioneaza lantul transportor. In acest caz, transarea se face mecanizat iar in unitatile mici, linia de transare se compune din:
teava
masina de ghidare
macaz
crosete
organe purtatoare
Impingerea carcaselor se face manual, pe linia aeriana se gaseste un cantar care realizeaza cantarirea carcaselor cat si un fierastrau electric folosit pentru transarea carcaselor.
|
II.7.UTILAJE SI INSTALATII PENTRU
PRELUCRAREA CARCASELOR
Pentru prelucrarea carcaselor prin transare si dezosare se utilizeaza benzi de transare, fierastraie electrice, masina de indepartat sorici, dispozitivul de curatat sau degresat pulpe, cutite, masate, satare, ciocane de lemn pentru desprinderea carnii de pe oase, sterilizator pentru cutite. Benzile de transare sunt formate din urmatoarele parti:
cadrul benzii
sasiul
banda din otel inoxidabil
motor electric
dispozitiv de inchidere a benzii
mese de lucru situate intr-o parte si alta a benzii
Pe mesele de lucru se gasesc blaturi din material plastic care se pot curata si dezinfecta usor. Fierastraiele electrice se folosesc la taierea carcaselor in portiuni anatomice cat si la taierea carnii dezosate, pot fi fierastraie circulare sau cu banda, prezinta postament sau suport, lame taietoare, sistem de actionare.
Masa de lucru:Masina de indepartat sorici serveste la indepartarea soriciului de pe slanina;Prezinta un ax orizontal pe care se fixeaza cutitul tip pieptene,postament sau carcasa in care se afla motorul electric, tabloul de comanda.
II.8.UTILAJE
SI INSTALATII PENTRU ALESUL
SI TRANSPORTUL CARNII
Pentru aceste operatii se folosesc mese prevazute cu benzi de transport pe care se transporta carnea aleasa, pe calitati si sortimente:tavi, carucior, granduri in care se aseaza carnea.
II.9.PREGATIREA SEMIFABRICATELOR
In tehnologia de producere a semifabricatelor se folosesc toate produsele comestibile obtinute de la sectia de transare( carne, slanina, pulpe, spete, piept, muschi, organe, oase etc.), care sunt supuse operatiilor de conservare maturare.
Bratul este un sistem dispers coloidal cu structura pastoasa format din particule de carne, grasime, ingrediente, apa sau gheata avand rol de legare a compozitiei si de imbunatatire a structurii produselor.
Calitatea bratului depinde in special de calitatea carnii si anume de proportia dintre tesuturile carnii, musculare, gras, conjunctiv. Cu cat tesutul muscular este in proportie mai mare cu atat bratul este mai fin si adezivitate mai buna.
9.1.Pregatirea carnii pentru
fabricarea bratului
9.2.Pregatirea bratului
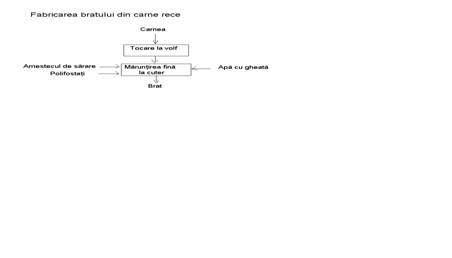
La fabricarea produselor din carne un rol foarte important il are bratul. Proprietatile organoleptice ale produselor depind in mare masura de calitatea bratului obisnuit, care , la randul sau, este influentata de o serie de factori, printre care cei mai importanti sunt calitatea carnii de preferinta cea provenita de la animalele tinere, nu prea grasa),pH-ul, continutul conjunctiv, temperatura de prelucrare.In cazul cand se utilizeaza carnea rece se adauga diferiti adjuvanti, dinte care cei mai utilizati sunt polifosfatii. Aceste substante au proprietatea de a reconstitui in buna parte aceleasi conditii de hidratare care se intalnesc la carnea calda.
La prepararea bratului se foloseste carnea calda la de bovine de la a caror taiere a trecut maximum o ora. In caz
Bratul se obtine in special din carnea obtinuta prin transare, dezosare, alesul carcaselor de vita. Carnea dezosata se alege de tendoane, flaxuri. Carnea dezosata se alege de tendoane, flaxuri.
Carnea aleasa pe calitati este pusa in tavi sau carucioare si pastrata in spatii frigorifice pana la utilizare.
Bratul se pregateste dupa urmatoarea schema
tehnologica: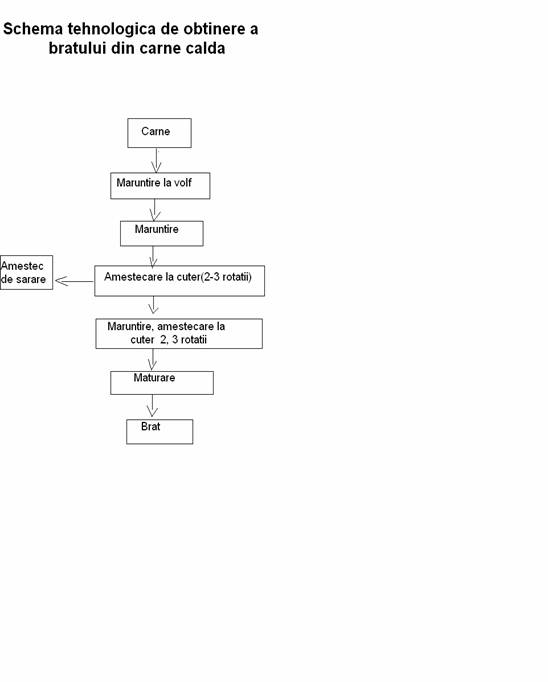
Carnea folosita pentru brat aleasa pe calitati,
cantarita, este maruntita la volf prin sita de 2-
Prelucrarea la cuter se face pana se obtine o pasta fina, deschisa la culoare, lipicioasa sau adeziva la mana.
Pasta se aseaza in tavi in stat de
Tavile sunt asezate in stive, in cruce sau suprapuse si se mentin pentru maturare la 0-4*C, 20-48 ore la amestecul de sarare de tip B.
9.3.Aprecierea calitatii bratului
Calitatea bratului se apreciaza organoleptic, controlandu-se consistenta de adezivitate cu mana. Datorita faptului ca aceasta metoda este subiectiva, s-a incercat sa se determine calitatea bratului cu ajutorul consistotermului de scufundare.
In vederea stabilirii consistentei se pune bratul intr-un vas cilindric asezat intr-o baie cu temperatura de 6*C.se fixeaza varful conului scufundatorului pe suprafata bratului, lasandu-l sa patrunda liber sub actiunea greutatii proprii timp de 5 secunde. Cu cat adancimea scufundarii in brat este mai mare, cu atat bratul este mai putin consistent.
9.4.Biochimia carnii prelucrate ca brat
Procesul de fabricare a bratului si insusirile coloidal-mecanice si tehnologice depind de calitatea carnii si, in special, de capacitatea acesteia de emulsionare si de retinere a apei.
Carnea, pregatita sub forma de emulsie, are faza dispersa constituita din particule de grasime de diferite forme si dimensiuni fin divizate; in apa sunt solubilizate o serie de substante si in care moleculele emulgatorului, proteinele, sunt concentrate la suprafata de separare apa-grasime.
Calitatea emulsiilor de carne se exprima prin capacitatea de emulsionare, stabilitatea la agregare si tratament termic, culoarea si textura.Capacitatea de emulsionare se exprima prin cantitatea de grasime ce se poate amesteca cu o cantitate de proteine si apa pentru a realiza o emulsie stabila.
Stabilitatea la tratament termic este conditionata de cantitatile de grasime si apa care se separa din emulsie in urma supunerii la un anumit tratament termic.Aceste caracteristici sunt determinate de proteinele carnii, care au un dublu rol de emulgator si stabilizator de emulsie.
La fabricarea bratului intervin, insa o serie de factori ca:
Materia prima
Substantele adjuvante si procesul tehnologic care definesc in final calitatea acestuia.
Materia prima, carnea, folosita la fabricarea bratului influenteaza calitatea acestuia prin compozitia chimica, capacitatea de hidratare si retinere a apei, starea termica si pH-ul. Compozitia chimica a carnii influenteaza calitatea bratului prin continutul in proteine al acesteia si gradul de solubilitate in solutii saline.
Solubilitatea proteinelor carnii de bovine si porcine din diferite regiuni anatomice, comparativ, la bratul din carne calda, din carne maturata in carcasa si din carne congelata.
Substante adjuvante se folosesc in scopul obtinerii unui brat cu proprietati superioare, ele favorizand imbunatatirea aromei, culorii si marind, in acelasi timp, capacitatea de hidratare si capacitatea de emulsionare, precum si stabilitatea emulsiei. Aceste substante au, insa, actiune diferentiata,exprimata astfel
cu actiune directa (lapte-praf, proteine din soia, plasma sanguina) favorizand capacitatea de retinere a apei, capacitatea de emulsionare si de stabilitate a emulsiilor.
Cu actiune asupra proteinelor, marindu-le capacitatea de retinere a apei. In acest sens, raspandirea cea mai mare o au polifosfatii, adaugati in proportie de 0,3-0,5%.
Procesul tehnologic utilizat in fabricarea bratului urmareste maruntirea carnii cu scopul de a mari capacitatea de contact dintre proteinele carnii si moleculele de apa. In acelasi timp, viteza de rotire a cutitelor si talerului cuterului are un rol pozitiv. Asfel, cu cat aceasta viteza este mai mare cu atat timpul de emulsionare este mai scurt, temperatura emulsiei este mai mica, vascozitatea mai mare si stabilitatea mai buna.
Folosirea utilajelor cu viteza mare are insa si dezavantajul inglobarii de aer care favorizeaza oxidarea grasimilor si dezvoltarea microorganismelor. Pentru evitarea acestor neajunsuri este necesara o dezaerare a emulsiei pe timpul prelucrarii sau inainte de introducerea in membrana.
Emulsionarea carnii la cuter are loc in 2 faze:
Faza de dispersie
Faza de modificare a structurii
In prima faza. Se realizeaza o taiere mecanica a fibrelor, perpendicular pe axul acestora, usurandu-se astfel extractibilitatea proteinelor.
Se obtine astfel o masa de carne in care se gasesc amestecate fibre musculare taiate si celule de grasime.
In faza a 2-a de prelucrare, dupa adaugarea apei sau a ghetii(pentru mentinerea temperaturii scazute) si a amestecului de sarare, are loc o umflare a proteinelor si o legare a apei de catre acestea, ceea ce face ca structura celulara naturala a tesuturilor sa se transforme intr-o structura plastica cu proprietati structural-mecanice diferite.
v Sararea carnii este, de asemenea, un alt factor care conditioneaza fabricarea bratului si prin care se realizeaza marirea capacitatii de retinere a apei si a capacitatii de hidratare. Aceasta crestere se explica prin aceea ca atat cationii din solutiile sarurilor neutre sunt absorbiti in mod egal de catre proteinele carnii, gradul de absortie depinzand de concentratia initiala a ionilor din solutie. Cantitatea de apa absorbita de catre carne din solutiile de clorura de sodiu este influentata de taria ionica a solutiei, de concentratia ionilor si cationilor absorbiti de proteinele carnii.
v Temperatura la care se desfasoara fabricarea bratului trebuie urmarita indeaproape intrucat ea are o mare influenta asupra capacitatii de retinere a apei si capacitatii de hidratare. Asfel, o temperatura ridicata determina o modificare a proteinelor musculare, ce are ca rezultat o reducere a numarului de grupe polare si, deci, o reducere a capacitatii de retinere a apei. Ridicarea temperaturii se datoreste atat frecarii mecanice care intervine la maruntire cat si caldurii eliberate prin hidratarea carnii. Avand in vedere aceasta crestere a temperaturii, in practica, in timpul prelucrarii carnii la cuter, este necesar ca temperatura pastei de legatura sa fie de maxim 15 . 20 C.
Pentru realizarea acestei temperaturi, apa ce se adauga este racita cu gheata.
II.10.Pregatirea compozitiei
Grupa preparatelor din carne cuprinde diverse produse cunoscute sub numele de salamuri, carnati, tobe, rulade, specialitati etc., in compozitia carora intra diferite sorturi de carne, bratul, slanina si alte componente.
Compozitia se pregateste dupa normele tehnologice si retetele de fabricatie stabilite pentru fiecare preparat. Normele tehnologice stabilesc conditiile de lucru, parametrii( gradul de maruntire, temperatura, timpul, presiunea etc. specifici fiecarui preparat, iar retetele de fabricatie precizeaza proportiile componentelor care formeaza compozitia
Pentru pregatirea compozitiei exista anumite operatii comune care trebuie executate cat se poate de bine, deoarece de executia lor corecta depinde, in ultima instanta, calitatea preparatului.
Indiferent de metoda folosita, la fabricarea preparatelor din carne este necesar ca in sectia de productie sa se respecte toate conditiile igienico-sanitare si de protectie a muncii.
Fazele procesului tehnologic de pregatire a compozitiei cuprinde urmatoarele operatii:
Cantarirea materiilor prime si auxiliare
Maruntirea si omogenizarea
Umplerea si legarea
10.1.Cantarirea materiilor prime si auxiliare
Materiile prime si auxiliare necesare preparatelor din carne se cantaresc la scoaterea din depozitele de semifabricate si de pastrare. Cantarirea se efectueaza pentru fiecare produs in parte, conform retetelor prevazute in instructiunile tehnologice. Este interzisa completarea sau inlocuirea in timpul cantaririi cu alte materii prime sau auxiliare. Cantarele pe care se cantaresc materiile prime si auxiliare trebuie verificate cat mai de, pentru a nu se produce erori nepermise.
10.2.Maruntirea si omogenizarea
Aceste operatii se executa diferentiat, in functie de produs. Astfel, maruntirea si omogenizarea sunt operatii specifice preparatelor care se introduc in membrane, ca de exemplu,salamurile, carnatii, tobele etc.
Maruntirea se realizeaza mai grosier sau mai fin, in functie de structura ce se doreste a se da in sectiune la fiecare sortiment si care este prevazuta in instructiunile tehnologice specifice fiecarui produs. Astfel, srotul maturat se toaca la volf prin sita care variaza in functie de tipul salamului, de la 2 la 20mm.
Omogenizarea este operatia prin care se urmareste o repartizare uniforma a componentelor in intreaga masa a compozitiei. Omogenizarea componentelor se face la cuter pentru preparatele a caror compozitie se prezinta sub forma de pasta si la malaxor pentru celelalte preparate.
10.3.Utilaje pentru omogenizare
Utilaje pentru maruntire: pentru maruntirea componentelor se folosesc urmatoarele utilaje:
volfuri,
cutere,
microcutere,
masini de taiat slanina.
Volful se uitilizeaza pentru tocarea carnii sau a subproduselor in vederea prepararii bratului sau a compozitiei salamurilor.
Fabricile de preparate din carne
folosesc diverse tipuri de volfuri. Cele mai raspandite sunt volfurile
fabricate
In figura XII-16 se prezinta volful tip"Tehnofrig".Partile componente ale utilajului sunt:
postamentul 1,
carcasa motorului 2,
carcasa mecanismului de antrenare 3,
palnia de alimentare 4,
sistemul de taiere 5,
motorul 6,
doi melci 8,care se invart in sens invers unul fata de celalalt,
si gura de evacuare a tocarii 7.
Partea principala a utilajului este sistemul de taiere,format din urmatoarele piese:
- Una sau doua site,care au ochiuri cu diametre diferite.
- Un cutit dublu si unul simplu.
Sitele sunt fixate in carcasa sistemului de taiere,iar cutitele,pe axul melcului,rotindu-se odata cu acesta.
Capacitatea de tocare a volfului este de 400-500Kg/h.
Tocarea se face prin trecerea carnii prin volf odata sau de mai multe ori;de obicei,prima tocare a carnii se face bucati mai mari,cu un cutit special,tocarile ulterioare fiind facute mai fin,dupa dimensiunile ochiurilor de la sitele ce se folosesc.
Pentru ca tocarea carnii sa fie corecta atat sitele cat si cutitele trebuie sa fie bine ascutite,pentru a reteza cat mai usor bucatile de carne,prevenind astfel presarea si incalzirea excesiva a tocaturii.
Un tip perfectionat care prezinta in plus un sistem de ridicare si de rasturnare hidraulic 1 si caruciorul cu carne 2.
Avantajele folosiri acestui tip sunt urmatoarele:
- Productivitatea marita a operatiei de tocare
- Conditii de igiena mai buna
- Functionare comoda
- Deservirea si supravegherea usoare
Pentru o buna functionare a volfului trebuie sa se respecte urmatoarele reguli:
- Masina trebuie mentinuta intr-o stare perfecta stare de functionare;
- In timpul lucrului trebuie sa existe in permanenta cutite si site de rezerva bine ascutite;
- In timpul functionarii se va avea grija sa nu patrunda in masina obiecte dure;
- Dupa terminarea lucrului,masina trebuie desfacuta si curatate bine toate piesele si unse cu putina unsoare.
Pentru omogenizarea compozitiei se folosesc utilaje denumite malaxoare.
Malaxoarele sunt de mai multe tipuri,cele caracteristice fiind malaxorul cu vid si malaxorul cu brat fix.
Malaxorul cu brat fix este prezentat in figura XII-22.(vezi anexe).La functionarea malaxorului cu brat fix trebuie respectat anumite instructiuni:
- Inaintea introducerii cuvei-carucior pe postament trebuie sa se asigure ca bratul de malaxare este ridicat suficient;
- Cuva-carucior incarcata,introdusa pe liniile de ghidare ale postamentului,se fixeaza cu clichetele de la postament,facandu-se in acest fel cuplarea intre pinionul cuvei si pinionul partii fixe a malaxorului;
- Bratul de malaxare trebuie sa se introduca treptat dupa pornirea motorului;
Cuterul: pentru obtinerea pastei de carne se foloseste utilajul denumit cuter. Acesta poate avea constructii si capacitatii diferite. Printre tipurile intalnite in intreprinderile de preparate din carne se pot enumera:
Cuterul cu deservire manuala;
Cuterul cu descarcare mecanica;
Cuterul cu alimentare si descarcare mecanica;
Cuterul cu functionare sub vid;
Cuterul cu incarcare si descarcare manuala -se compune din
Postament
Carcasa motorului
Motor electric
Cuva
Axul transversal pe care se monteaza cutitele tip secera
Capacul de protectie
Sistemul de actionare
Tabloul de comanda
Cuterul cu incarcare manuala si descarcare mecanica
Prezinta in plus sistemul mecanizat de descarcare format din
Brat
Lopata circulara
Motor
Cuter cu incarcare si descarcare mecanica
Prezinta in plus un sistem hidraulic de incarcare si rasturnare a caruciorului cu carne
Cuterul cu functionare sub vid
Aceasta prezinta in plus un capac de inchidere etans, cuva si un sistem de producere a vidului care extrage aerul din pasta
II.11.Umplerea si legarea
Umplerea este o operatie specifica preparatelor din carne care se prezinta sub forma de batoane, ca de exemplu salamurile, carnatii, tobele etc. Aceasta operatie se desfasoara in mai multe faze:
Pregatirea membranelor pentru umplere
Umplerea membranelor cu compozitie
11.1.Pregatirea membranelor pentru umplere
Membranele folosite pot fi naturale sau artificiale.
Sfoara
Invelis:mate subtiri de
vita cu diametrul de maxim
Inainte de folosire, se verifica daca membranele corespund calitatii prescrise, din punctul de vedere al salubritatii si al integritatii lor, apoi li se apreciaza rezistenta si elasticitatea. Membranele la care se constata defecte se inlatura.
Membranele sarate se spala de sare, dupa care se inmoaie in apa rece. Membranele de bovine se tin la inmuiat timp de 12-16 ore, iar cele de porcine si ovine, circa 2-3 ore, inmuierea, considerandu-se terminata cand matele incep sa devina elastice. Dupa inmuiere se clatesc in curentul de apa de la robinet, dupa care urmeaza un nou control al rezistentei prin insuflare de aer in interiorul membranei sau umplerea lui cu apa.
Membranele uscate se inmoaie in apa calduta, cu putin inainte de folosire ti se leaga la unul din capete.
Pentru dezinfectarea membranelor sarate se obisnuieste sa se adauge in apa de spalare o solutie de permanganat de potasiu 1%..
Umplerea membranelor:Introducerea compozitiei in membrane se efectueaza manual sau mecanic.
Compozitia obtinuta se introduce in membrane indicate in
reteta, formandu-se prin rasucire bucati de 30-
Umplerea mecanica se face cu ajutorul masinilor de umplut denumite sprituri.
Dupa felul functionarii, aceste masini se clasifica in: sprituri manuale, mecanice si automate, iar dupa felul cum sunt actionate, se disting sprituri hidraulice si sprituri pneumatice.
Masinile de umplut sunt prevazute cu seturi de tevi de diferite calibre si dimensiuni, confectionate din otel inoxidabil.
La introducerea in membrana, compozitia trebuie sa fie bine presata, pentru a nu ramane goluri de aer.
Densitatea compozitiei din membrana se regleaza in functie de tipul produsului.
11.2.Utilaje pentru umplerea in membrane
sprituri)
Pentru operatia de umplere a membranelor cu compozitie se folosesc utilaje denumite sprituri.
Spritul Tehnofrig
Acest tip are avantajul ca membranele sunt umplute mai dens, fara sa apara goluri de aer in interiorul pastei. Umplerea se executa prin incarcarea cuvei spritului cu compozitia de umplere. Cu piciorul se apasa pe pedala de pornire a instalatiei de vid si de actionare a melcului. Cu mana se sustine partea de membrana umpluta urmarind ca umplerea sa se execute cat mai uniform.
Utilaje pentru umplerea membranelor.
Pentru operatia de umplere a membranelor cu compozitie se folosesc utilaje denumite sprituri.
Spritul Tehnofrig cu functionare sub vid se prezinta in figura XI-23.(vezi anexe Acest tip are avantajul ca membranele sunt umplute mai dens,fara sa apara goluri de aer in interiorul pastei. Umplerea se executa prin incarcarea cuvei spritului cu compozitia de umplere. Cu piciorul se apasa pe pedala se pornire a instalatiei de vid si de actionare a melcului. Cu mana se sustine partea de membrana umpluta urmarind ca umplerea sa se execute cat mai uniform.
Partile componente sunt:
palnia de alimentare 1,
melcul de alimentare 2,
teava de evacuare a compozitiei 3,
carcasa 4,
vacumetru 5.
II.12.Legarea
Legarea este o operatie realizata la toate categoriile de preparate fierte si afumate, semiafumate si pasteurizate.
Pentru legare se utilizeaza sfoara tip
In cazul preparatelor cu diametre mici se realizeaza rasucirea membranei la anumite dimensiuni indicate de norma tehnologica, rezultand perechi sau siraguri.
II.13.Afumarea
Prin afumare se intelege supunerea preparatelor de carne, actiunii fumului produs prin arderea incompleta a lemnului sau a rumegusului de lemn.
Fumul datorita componentelor sale si temperaturii imbunatateste proprietatile-organoleptice gust, miros, aroma
Are actiune antiseptica de distrugere a microorganismelor de la suprafata produsului
Actiunea anti oxidanta prevenind rancezirea grasimi
Datorita temperaturii se elimina apa din produs acesta pierzand din greutate. Datorita eliminarii apei, membrana devine permiabila si permite trecerea compozitiei fumului in produs. Cand se pot combina cu proteinele imbunatatim gustul si aroma.
Datorita temperaturii intre 60 si 90*C proteinele se denatureaza, are loc o pasteurizare a continutului.
La obtinerea fumului trebuie sa avem o cantitate suficienta de aer, tiraj pentru a obtine o culoare deschisa a fumului. Daca aerul este insuficient fumul este de culoare inchisa.
Daca cantitatea de aer este prea mare atunci fumul are culoare deschisa sau arde cu flacara. La obtinerea fumului trebuie sa folosim lemn de esenta tare(fag, salcam, cires
13.1.Modul de afumare
Ca metode de afumare se folosesc:
afumarea in curent de fum
afumarea cu lichide
Afumarea in curent de fum este metoda cea mai utilizata. Ea se poate realiza cu ajutorul fumului cald sau al fumului rece.
Se realizeaza in doua faze
zvantarea
afumarea calda propriu-zisa
Zvantarea membranei se face in boxe sau in celule de afumare la 45-75*C, 10-30 minute in functie de sortiment
1.Afumarea calda se realizeaza in boxele sau celulele de afumare calda, la o temperatura intre 45 si 75*C, timp de circa 10-40 minute, in functie de membranele si combustibilul utilizat.
Afumarea calda este operatia prin care se obtin o sterilizare, o crestere a rezistentei si o rumenire a membranei. In acelasi timp, in continutul produsului se petrec procese de pasteurizare si de aromatizare. Aceasta operatie se face in afumatorii calde, in continuarea fazei de zvantare, la temperatura de 75 . .95*C
in functie de sortimentul care se fabrica; temperatura in interiorul batonului respectiv ajungand pana la circa 55*C, in raport cu diametrul siragului.
Durata de afumare calda propriu-zisa este variabila in functie de produs, de diametrul batonului, de sistemul de afumare, de natura membranei, precum si de combustibilul folosit.
O afumare corecta se realizeaza introducand betele cu produsul aranjat pe rame sau celele de afumare calda, incalzite la o temperatura de circa 75*C.Dupa aceasta faza, in afumatoria calda se arde rumegus sau se introduce fum de la generatorul de fum.
La formarea fumului este necesar sa se asigure un tiraj corespunzator, astfel ca sa poata patrunde in afumatorie o cantitate suficienta de aer, pentru ca fumul obtinut sa aiba o culoare deschisa. Daca nu exista aer suficient, fumul care se formeaza are culoare intunecata, in timp ce un curent de aer prea puternic face ca, odata cu cresterea temperaturii, fumul sa se depuna mai repede pe suprafata produselor, fara a le putea patrunde. De asemenea, o alta conditie pentru obtinerea unui fum de calitate este ca arderea rumegusului sa se faca uniform.
In privinta lemnului din care provine rumegusul, cel de fag da cele mai bune rezultate in afumare.
13.2.Fierberea
Este procesul termic aplicat produselor pasteurizate, fierte si afumate si acelor semiafumate. In timpul fierberii au loc procese de pasteurizare de aromatizare si de denaturarea proteinelor. Prin fierbere se obtine aroma si gustul specific care este diferit produselor crude.
Fierberea are loc in celule cu ajutorul aburului celula ATMOS sau cazanul de fierbere CFA, cu ajutorul apei calde. Fierberea are loc la 72-75*C durata depinde de sortiment.
Temperatura de fierbere este cu atat mai ridicata cu cat diametrul batonului este mai mic, iar compozitia are un continut redus de umiditate. Daca temperatura de fierbere este ridicata si produsul are un continut mare de apa, apa se incalzeste rapid, se dilata si membrana crapa.
In interiorul produsului temperatura trebuie sa fie minim - 55 C.
13.4.Instalatii de afumare
INSTALATIA ATMOS
Este cea mai des intalnita. Este formata din urmatoarele parti:
celula de fierbere-afumare
generator de fum
carucior pentru produse
ventilator
schimbator de caldura
canale pentru aer
canal pentru fum
gura de evacuare a aerului
clapete
10.conducta de evacuare a apei de spalare
Deservirea celulei Atmos
Fazele de desfasurare sunt urmatoarele:
I. Pregatirea celulei
Se verifica starea sanitara si de functionare cand nu este aerata se procedeaza la spalarea cu jet puternic de apa calda. Urmeaza apoi incalzirea celulei la 75-85*C timp de 15-20 minute. Umiditatea din celula fiind de 10-15%.
In vederea preincalzirii se prezinta:
daca usa celulei se inchide etans
se deschide robinetul de evacuare a condensului si se fixeaza acul indicator rosu la temperatura dorita si acul indicator sincometru la umiditatea minima.
Se deschide clapeta de evacuare si se inchid clapetele de fum si de aer. Functionarea este indicata prin semnalul optic ,,aer circulator" de la panoul de comanda. Celula este incalzita cand aratatoarele de la termometru si sincometru se suprapun peste cele rosii.
II. Incarcarea celulei
Se deconecteaza circulatia
Se desprinde usa celulei si se introduc carucioarele
Se fixeaza termometrul in baton si intre batoane, se inchide ermetic usa si se incepe procesul de afumare si fierbere.
III. Zvantarea produselor
In aceasta faza exista o circulatie intensa de aer proaspat incalzit pentru ca suprafata produsului sa se zvante timp de 15-40 minute.
IV. Afumarea calda
In aceasta faza in celula intra aer cald si fum cald. Pentru a se obtine un fum de culoare deschis se asigura un tiraj corespunzator. Temperatura de afumare este de 75-95*C durata de 20-60 minute in functie de sortiment. In interiorul produsului temperature va fi de circa 55*C.
V. Fierberea
Se face cu abur stationar sau recirculator.Se urmareste cu atentie temperatura din celula de 75*C timp de 10 minute.
II.14.Depozitarea
Carnatii Harghita se depoziteaza in camere frigorifice uscate si bine ventilate, la temperatura de *C, pana la realizarea umiditatii prevazuta in STASS 1472-85.
Carnatii se depoziteaza pe bete asezate pe rastele
cu spatii intre siraguri de 5-
Carnatii Harghita se marcheaza prin etichetare conform prevederilor STASS 3103-83.
II. Calcule tehnologice
Randamentul
Cantarirea are ca scop cunoasterea rezultatelor cantitative obtinute efectiv in procesul de taiere, pentru a fi comparate cu cantitatile normate, minime care trebuie sa rezulte normal si care sunt calculate cu ajutorul indicilor de randamente de carne, precum si a indicilor tehnici de recuperare a subproduselor.
Randamentul de carne reprezinta un indice care exprima in procente
cantitatea de carne ce rezulta dintr-o
R(%)=Gcx100/Gv
In care
R- este indice de randament
Gc- masa carnii taiate kg)
Gv- masa animalului viu (kg viu ). Consumul specific de materii prime semifabricate
Catitatea de materie prima folosita pentru obtinerea unitatilor de produs finit
Csp Mp/Mf kg materie prima
kg produs finit
II.16.Defecte de fabricatie
Defectele de fabricatie apar cand nu sunt respectate conditiile de igiena si normele tehnologice. Datorita dezosarii si alegerii carnii pot aparea defecte cum ar fi: flaxuri in preparate,seu sau grasime moale uneori pot ramanea bucati mici de oase. Dupa grasimea moale sau seul raman in preparate acestea se topesc si se aduna in partea inferioara a batoanelor de salam.
Totodata in cazul cand in preparate calitatea de grasime moale este prea mare,compozitia nu se leaga,ci se "taie",adica in interior compozitia ramane sfaramicioasa.
In fabricarea bratului se intalnesc defecte ca: taierea bratului, aparitia culorii deschise,inverzirea sau alterarea bratului.
16.1.Taierea bratului.
Acest defect se datoreaza mai multor cauze si anume:
adaugarea unei cantitati prea mari de apa;
folosirea carnii provenite de la un animal febril;carnea aceasta nu poate retine apa datorita acidului lactic care exista in carnea animalelor febrile si a degradarii partiale a proteinelor;
folosirea carnii provenita de la animale obosite;
datorita procesului de incalzire a carnii la cuter;
16.2.Apartia culorii deschise
Defectul poate aparea atunci cand s-a facut o maturare insuficienta a bratului sau cand s-a adaugat o cantitate prea mica de azotat sau azotit de sodiu.
16.3.Inverzirea bratului
Acest defect apare in timpul maturarii bratului,din cauza unei insuficiente raciri sau din cauza ca depozitul de maturare a avut o temperatura prea ridicata.De asemenea, inverzirea indica un inceput de alterare.
16.4.Alterarea bratului
Are loc atunci cand s-a folosit o carne necorespunzatoare, temperatura de pastrare prea ridicata,conditii neigienice de pastrare.
La prepararea compozitiei pot rezulta o serie de defecte,dintre care cele mai importante sunt urmatoarele:
tocarea carnurilor pe site cu ochiuri necorespunzatoare normelor tehnologice de fabricatie duce la preparate cu compozitia necorespunzatoare.
Frecarea prea puternica in volf a carnurilor tocate si a grasimi,datorita in special faptului ca nu s-au ascutit suficient cutitele si sitele,duce la "suruirea" grasimi,adica frecarea acesteia si topirea unei parti din ea totodata carnea si grasimea se incalzesc (si uneori se pot arde),iar preparatul obtinut din acesta se "taie" de cele mai multe ori.
Acelasi lucru se poate intampla si cand cutitele de la cuter nu sunt ascutite.
Totodata la cuter se poate arde preparatul si atunci cand s-a tocat prea mult timp.
La malaxare poate aparea defectul unei malaxari insuficiente si prost facute,astfel preparatul poate avea compozitia neuniforma.
In cazul cand in preparat s-a adaugat apa prea multa,aceasta se poate separa in fazele ulterioare ale fabricatiei si poate aparea sub forma de basici in produsul finit.
De asemenea,cand nu s-a adaugat apa suficienta,produsul rezultat este fad si fara suculenta. Datorita umplerii necorespunzatoare se pot ivi o serie de defecte cum sunt:
Umplerea insuficent de compacta,cand salamurile rezulta mai zbarcite si deformate.
Umplerea prea indesata:salamurile pot crapa la legare sau in fazele urmatoare de prelucrare:
a) Umplerea in bucati de mate neuniforme ca lungime si diametrul,in acest caz salamurile rezulta neuniforme,avand aspectul merceologic necorespunzator.
b) Legarea necorespunzatoare poate duce la craparea salamurilor sau la desfacerea legaturii si caderea salamurilor la afumare,la fierbere sau ulterior in magazine.
c) Stufuirea necorespunzatoare duce la aparitia de goluri de are sub membrana,de unde incepe de cele mai multe ori procesul de alterare.
Datorita afumarii calde pot rezulta defecte cum sunt:
Produse:insuficient afumate
Uneori chiar arse
Spargerea membranei,datorita temperaturilor prea ridicate din afumatorie,imprimare de gust si miros strain.
Datorita fierberii pot aparea defecte ca:
Produse insuficient afumate,in cazul produselor rezultate nu are gustul corespunzator si este supus usor alterari.
Produsele fierte un timp prea mare sau fierte la o temperatura prea ridicata a apei pot crapa in cazane sau se pot rupe legaturile si in general,se micsoreaza rezistenta membranelor,de asemenea,se altereaza gustul. La uscare si depozitare necorespunzatoare pot aparea mucegai,iar alteori produsele se altereaza.
In afara de defectele aratate pot aparea si alte defecte. In general daca se respecta intocmai recomandarile date pentru procesul de fabricatie,daca se respecta retetele si regulile de igiena necesare unei instructiuni alimentare,atunci se evita toate defectele,iar produsele rezulate sunt corespunzatoare.
II.17.Controlul de calitate(STASS)
Proprietati organoleptice
Aspect exterior:-suprafata curata,nelipicioasa, cu invelis nedeteriorat cu culoare rosie-bruna, fara pete de mucegai.
Aspect pe sectiune mozaicat,culoarea carnii variind de la roz la rosie,slanina de culoare alba.
Forma bucati de circa 40-50cm lungime.
Miros si gust -placute caracteristice, cu aroma condimentelor folosite, fara miros sau gust strain.
Proprietati chimice
Umiditate(apa . . . . . . . . . maxim 57
Grasime . . . . . . . . . . . maxim 10%
Clorura de sodium . . . . . . . maxim 3%
Azotit mg la 100g produs finit . . .maxim 12%
II.18. Norme de protectie a muncii
In industria socialista se da mare atentie protejarii muncitorilor impotriva accidentelor care pot surveni in timpul lucrului.
Aceste accidente se pot surveni fie datorita defectiunilor la utilaje si instalatii, fie necunoasterii regulilor de prevenire a accidentelor specifice locurilor de munca respective.
De aceea, nici un muncitor nu este angajat si nu este transferat la alt loc de munca pana cand nu i se face un instructaj cu prevenire la normele de protectie a muncii specifice locului de munca, completandu-se totodata fisa de instructaj pe baza examinarii individuale a muncitorului.
Lunar se procedeaza la examinarea si la reimprospatarea cunostintelor de protectie a muncii, completandu-se fisa de instructaj cu calificativul lunar al examinarii.
Instructajul se face atat asupra regulilor generale mai importante de protectie a muncii, cat mai ales asupra celor specifice sectorului de activitate.
Regulile specifice fabricilor de preparate de carne sunt prevazute in normele de tehnica a securitatii in sectorul industriei carnii, dintre care se vor mentiona cele mai importante, strict necesare pentru a fi cunoscute.
Operatiile de transare, dezosare si ales se vor efectua
pe mese de lucru prevazute cu placi de faianta, mozaic sau
imbracaminte din tabla zincata sau galvanizata, iar in
marginea, pe o latime de circa
Transarea carcaselor de bovine si porcine se va face cu ajutorul fierastraielor electrice, si se vor respecta normele indicate.
Inainte de inceperea lucrului se va pregati locul de munca prin aducerea carcaselor in mod ritmic, fara aglomerari.
Amplasarea materiei prime pe masa de lucru se va face conform normelor tehnologice.
Muncitorul dezosator trebuie ca in cursul operatiei sa tina mana stanga in urma cutitului sau lateral cu acesta.
Nu se admite indepartarea cutitului, in timpul executarii operatiilor, direct spre muncitor.
Pentru prevenirea accidentelor prin taiere, muncitorii vor fi dotati cu manecute si burtiere flexibile de protectie.
Muncitorul dezosator trebuie sa intretina curat locul de munca, uneltele, hainele de protectie si mainile.
Muncitorul dezosator este obligat ca imediat ce se accidenteaza prin taiere cu cutitul, sa intrerupa lucrul si sa se prezinte la punctul sanitar pentru pansare.
La culesul carnii se vor respecta regulile de securitate prevazute la dezosare.
Transportul carnii de la ales la masinile de tocat se va face cu ajutorul tavilor de aluminiu asezate pe carucioare.
Gura de alimentare a masinii de tocat va fi dotata cu aparatoare, care va fi astfel executata incat sa nu permita introducerea mainii pentru alimentarea cu carne a melcului.
Dispozitivele de taiere ale masinii de tocat cutitele si saibele) se vor monta in locasul lor, pentru evitarea ruperii si producerii accidentelor.
Inainte de punerea in functiune a masinii de tocat, se va verifica daca cutitele, saibele si capul sunt bine montate, daca aparatorile organelor de transmisie sunt asezate.
Se interzice ungerea, desurubarea capului, scoaterea cutitelor si a saibelor, sau alte lucrari de intretinere si verificare executate in timpul functionarii masinii.
In cazul constatarii unei defectiuni in functionarea masinii, acesta se va opri si se va anunta mecanicul de intretinere.
Inainte de pornirea masinii de tocat fin se va controla daca cutitele sunt fixate in locasul lor si bine stranse pe axul de actionare.
Se interzice functionarea masinii de tocat fin cu capacul palniei ridicat.
Masina de tocat fin va avea un dispozitiv care sa permita functionarea ei numai cu capacul inchis, pentru a evita accidentarea muncitorilor prin dislocarea cutitelor de pe axul lor.
Spalarea masinii in timpul mersului se va executa numai cu capacul inchis.
Inainte de punerea in functiune a masinilor de umplut automate se va verifica inchiderea perfecta a capacului si presiunea indicata la manometru se va observa cu atentie in tot timpul functionarii sa nu se depaseasca presiunea de regim, indicata printr-o linie rosie.
Se interzice deschiderea capacului in timpul functionarii.
Se va instala un dispozitiv care sa opreasca masina in momentul deschiderii capacului.
Afumatoriile se vor prevedea cu o instalatie de ventilatie speciala, pentru asigurarea unei aerisiri cat mai bune.
In mod obligatoriu, afumatorile vor fi prevazute cu o instalatie de iluminat de joasa tensiune, produsa de un transformator de 24V si cu lampi portative in perfecta stare.
Sectiile de fierbere va fi prevazuta cu instalatii de ventilatie si de dezagregarea cetii.
In magaziile de pastrare a preparatelor se vor instala stelaje la inaltimea muncitorului, inlaturand astfel uscarea muncitorului pe diferite obiecte sau pe poduri improvizate.
Pentru punerea in aplicare a normelor de igiena, protectie si tehnica a securitatii intreprinderii sunt raspunzatori inginerul sef sau conducatorul tehnic al intreprinderii, energeticul sef, mecanicul sef, seful de productie, precum si toti sefii de sectie de ateliere, maistrii fiecare pentru sectorul sau de activitate, precum si muncitorul insusi.
Nerespectarea normelor de tehnica a securitatii muncii se sanctioneaza conform legilor in vigoare.
II.18.Masuri de igiena
Sectiile de preparate pot sa-si desfasoare activitatea productiva numai daca s-a asigurat o stare de igiena corespunzatoare,astfel ca intreaga suprafata libera sa fie curata. Prin notiunea de curat trebuie inteles indepartarea rezidurilor si a murdariilor vizibile,a urmelor de suprafete chimice folosite pentru dezinfectie,dezinsectie sau deratizare.
Salile de igiena trebuie asigurate atat inaintea inceperii lucrului cat si pe parcursul produsului de productie pe intreg teritoriul unitatii incepand cu salile de odihna,salile de taiere cat si anexele respective.
Asigurarea starii de igienizare a unitatilor de productie si solubrizarea produselor se realizeaza intr-o serie de masuri sanitare dintre care mai importante sunt:
Masuri de igiena individuala care constituie in special in spalare si dezinfectarea mainilor a echipamentului de protectie si a uneltelor de lucru,controlul medical periodic.
Asigurarea igienei generale a sectiilor de protectie,depozitare,curatenia tuturor instalatiilor,ale recipientelor,a utilajelor si in mod special al celor care vin in contact direct cu produsele in timpul procesului de productie,manipulare sau depozitare.
Masurile prin care se asigura starea de igiena si salubritatea in industria carnii,modul lor de aplicare,cat si felul in care se verifica si se controleaza respectarea acestora,sunt cuprinse in legislatie sanitara si sanitar-veterinara si au caracter obligatoriu pentru toate unitatile de productie si depozitare
Igiena utilajelor
Utilajele mobile se aduc intru-un spatiu de spalare care cuprinde trei incaperi. Spalarea se face printr-o inmuiere prealabila,spalare cu detergent si apa,spalarea pentru indepartarea detergentului. La unitatile dotate cu retea de apa la 83sC se face spalarea cu apa rece pentru indepartarea sangelui,apoi se face spalarea cu apa fierbinte pentru o curatare prealabila.
Spalarea se face in flux continuu cu masini speciale se spalat tevi si navete. Spalarea carucioarelor si bazinelor se face cu furtunul la exterior si interior cu apa rece apoi cu apa calda,cu solutie detergenta apoi clatite cu apa rece.
Spalarea utilajelor se poate face cu aparate fixe,bazate pe folosirea simultana a aburului si a substantelor chimice. Aburul este adus de la centrala termica si este amestecat cu apa in dispozitive de spalare. Substanta chimica continua in apa de spalare se indeparteaza prin clatiri cu apa calda.
Igiena spatiilor tehnologice
Igiena spatiilor tehnologice se executa in timpul programului de lucru,intre schimburi si dupa terminarea lucrului. Curatirea materiei prime si a materiilor auxiliare cu ajutorul racletilor cu banda de cauciuc,farase de inox,de pe toata suprafata pardoselei. Resturile se introduc in recipientele cu capac usor transportabil si in saci de plastic si se efectueaza locurile de colectare a rezidurilor din intreprindere. In timpul lucrului,in sectiile unde apar multe defectiuni,se spala cu apa rece si se matura spre canal de scurgere. Curatirea intre schimburi se face dupa scoaterea de sub tensiune a instalatiilor electrice,se scot din sala utilajele transportabile si se duc la sala de spalare cu apa sub presiune. Urmeaza operatia de curatire chimica care se face cu solutie calda de detergent. Dupa curatirea chimica se spala cu apa calda la 83sC sub presiune.
Pentru igienizarea utilajelor este necesara sa se procedeze la :
Indepartarea tuturor rezidurilor aderente si a mucusului de pe suprafete prim mijloace fizice.
Indepartarea urmelor agentiilor chimici de spalare si de dezinfectie prin mijloace chimice.
In afara curatiri care se aplica ritmic,este necesara ca pe toata perioada de desfasurare a procesului tehnologic sa se asigure indepartarea deseurilor de pe utilaje si din spatiile de lucru.
Igiena echipamentului sanitar de protectie
In conformitate cu legislatia sanitara,toti muncitorii trebuie sa poarte tot timpul lucrului imbracamintea pentru protectia sanitara a alimentelor.
Echipamentul pentru protectia sanitara a alimentelor este destinata sa protejeze produsele alimentare de impurificarii microbiene sau mecanice provenite de la imbracamintea proprie a muncitorului cu care circula pe strada. Acest echipament trebuie sa fie de culoare alba si sa cuprinda,dupa specificul muncii, urmatoarele:halate,sorturi,pantalonii,jachete,bonete,basmale,maneci folosite in fabricile de conserve trebuie sa se incheie cu sireturi si nu cu nasturi,care se pot scapa in interiorul cutiilor.
Precizarea ca echipamentul trebuie sa fie de culoare alba s-a facut pentru a sublinia culoare specifica a echipamentului sanitar pentru protectia produselor alimentare,culoare alba simbolizeaza curatenia,observandu-se imediat cele mai mici urme de murdarire.
Echipamentul sanitar trebuie mentinut intr-o perfecta stare de curatenie si purtat tot timpul lucrului. El se schimba zilnic sau de cate ori este nevoie. Acest echipament trebuie spalat prin fierbere cu apa si soda la spalatoria intreprinderii sau la spalatoriile orasenesti. Nu este permisa spalarea acasa la muncitori a echipamentului sanitar,deoarece acest sistem poate duce la contaminarea cu microbi.
Spalarea si fierberea cu apa si detergenti a acestui echipament este obligatoriu pentru a se obtine o cat mai buna curatenie. Uscarea,calcarea,transportul si depozitarea echipamentului se face la adapost de praf si muste in locuri uscate si bine aerisite,este interzisa purtarea echipamentului sanitar in afara incintei intreprinderii,in timpul closetelor si la curatenie.
Personalul utilizat in efectuarea curateniei trebuie sa poarte halate de alta culoare decat cea alba,pentru a se deosebi de personalul productiv. Purtatul bonetei sau a basmalei in timpul lucrului,este obligatorie,pentru a impiedica firele de par sa cada in produsele alimentare si o data cu acestea sa patrunda si uni microbi de pe par.
Purtarea unui echipament sanitar pentru protectia produselor alimentare,intretinut curat,are o importanta deosebita in prevenirea bolilor transmise prin alimente si creeaza in intreprinderea respectiva un aspect civilizat,placut cu efecte pozitive asupra salubritatii produselor respective.
Igiena individuala a personalului din industria alimentara care manipuleaza,prelucreaza,transporta sau ambaleaza produsele alimentare sau vin in contact cu utilajele.Sunt obligatorii urmatoarele masuri generale de igiena individuala pentru protectia sanitara a produselor si anume:
Spalarea si dezinfectarea mainilor inainte de inceperea lucrului si ori de cate ori acestea vin in contact cu factorii externi,iar unghiile sa fie taiate scurt,pentru a nu se acumula sub ele murdari. Cea mai eficienta curatenie a mainilor se realizeaza prin spalare cu apa calda si sapun si frecarea unghiilor cu periuta.
Stransul parului sub boneta sau basma.
Mentinerea permanenta a curateniei corporale. Aceasta masura este conditia principala pentru activitatea normala a organismului omenesc.
Praful din atmosfera se depune cu mai multa usurinta pe pielea pe a carei suprafata se gaseste un depozit ce sudoare si ca in mod obisnuit praful contine numerosi microbi.
Uneltele,materialele de lucru,dulapurile,mesele de lucru se pastreaza in perfecta stare de curatenie si ordine.
Introducerea practicilor igienice in viata de toate zilele si in productie intretinerea igienica a corpului ,echipamentului si a locului de munca formeaza reguli de igiena individuala. Nerespectarea curateniei individuale si a regimului igienico-sanitar in procesul de productie poate cauza contaminarea produselor alimentare cu microorganisme patogene.
Controlul medical la angajare
Angajarea personalului permanent sau flotant in unitatile de industrie alimentara de orice categorie,trebuie sa se faca numai in baza examenelor medicale efectuate in prealabil si cu avizul favorabil al dispensarului pe teritoriul carui domicializeaza respectivul angajat. Problema sanatatii muncitorilor din industria alimentara are o importanta deosebit de mare pentru organizarea unui regim sanitar rational in aceste fabrici. Sursa principala in raspandirea unor infectii este omul bolnav si purtatorul de germeni.
Deoarece muncitori din sectorul alimentar pregatesc sau manipuleaza alimente pentru un mare numar de oameni,asigurarea unui control medical la angajare si periodic constituie una din cele mai importante masuri pentru prevenirea raspandirii bolilor
Efectuarea examenelor medicale(clinice si de laborator) bine stabilite pentru fiecare sector de industrie,urmareste,in primul rand,depistarea bolnavilor si purtatorilor de germeni si scoaterea lor temporara(pana la vindecare) sau definitiva,din sectorul alimetar,pentru a evita imbolnavirea consumatorilor.
18.5. Controlul medical periodic
O data intrat in productie muncitorul din industria alimentara este obligat sa efectueze examenele medicale si de laborator potrivit legislatiei in vigoare.
Conducerile intreprinderilor sunt obligate sa urmareasca prezentarea personalului la controalele medicale.Lucratorul, a doua zi dupa efecuarea examenului va depune carnetul responsabilului unitatii sau la seful unde lucreaza.
Seful de sectie sau unitatea este obligat sa fie in permanenta preocupat de lucratorii pe care ii conduce.
Sustragerea sau refuzul de prezentare la examenele medicale si la vaccinari, se sanctioneza prin legile sanitare, pentru ca numai astfel se poate asigura ocrotirea sanatatii consumatorilor si a lucratorilor din sectorul alimentar.
Intretinerea igienica a anexelor sanitare (vestiare, spalatorie, dusuri, wc-uri) din intreprinderile de industrie alimentara este foarte importanta deoarece acestea pot fi o sursa de insalubrizare.
Curatenia incaperilor pentru vestiare, dusuri, spalatoare, dulapuri si wc-uri trebuie efectuata prin:maturare, stergerea prafului, indepartarea paianjenilor si spalarea cu apa fierbinte sub presiune cu solutie de soda si apoi cu substanta chimica.
Dulapurile individuale si vestiarele sunt supuse unei dezinfectii, folosind clorura de var in proportie de 5%.
Spalatoarele si dusurile trebuie curatate zilnic prin spalare cu apa calda si apoi dezinfectate cu solutie de 5% clorura de var.
Wc-urile trebuie spalate si dezinfectate zilnic inainte si dupa terminarea lucrului ori de cate ori se constata murdarii.
Geamurile si toate partile lemnoase ale anexelor sanitare trebuie sterse si spalate bine cel putin o data pe saptamana. Portiunile impermiabile ale peretilor se spala cu apa calda si cu dezinfectant in concentratie mare.
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2024 - Toate drepturile rezervate -| |
|
|
|||
|
|||
Documente online pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||