|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Tehnica mecanica
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica Tehnologia de executie a reperului arbore |
Tehnologia de executie a reperului arbore
TEHNOLOGIA DE EXECUTIE A REPERULUI ARBORE
STUDIUL MATERIALULUI
Rolul functional si solicitarile principale ale piesei
Arborii sunt organe de masini simple aflate in miscare de rotatie, solidarizate cu piesele montate pe acestea (roti, volanti) si care se sprijina prin intermediul lagarelor pe structuri relativ fixe (sasiuri, batiuri, carcase).
Aceasta piesa este solicitata la torsiune si incovoiere. Pentru solicitari medii sunt recomandate otelurile de calitate OLC 35, OLC 45, OLC50 imbunatatite, avand avantajul tehnologicitatii superioare; in plus, prin tratamente termice de calire si revenire joasa se poate obtine o rezistenta ridicata la rupere (de peste 800 MPa).
T pentru arbori cu importanta redusa se pot folosi otelurii de uz general OL 50, OL 60, rezultand arbori fara tratament termic;
T pentru arbori de importanta crescuta se folosesc oteluri de imbunatatire.
T daca arborele are tronsoane expuse la uzura se folosesc oteluri de imbunatatire cu continut redus de C, OLC15, OLC35, pentru a se putea aplica un tratament termic de durificare superioara
T pentru arbori fara zone expuse la uzura se folosesc oteluri cu continut mediu de C, OLC45, si un tratament de Calire + Revenire joasa sau medie.
T pentru arbori puternic solicitati se folosesc oteluri aliate.
T pentru arbori de dimensiuni mari pentru care nu se pot gasi laminate prefabricate se pot confectiona prin turnare.
T pentru arbori cu configuratii complexe cu solicitari si viteze reduse se folosesc fonte cu grafit nodular (Fgn).
Semifabricatele utilizate : - cel mai frecvent sunt cele laminate, care se gasesc intr-o gama larga de tipodimensiuni, iar prelucrarea se face prin prinderea semifabricatului intre varfuri prin strunjire, rectificare, etc.
Arborii cu tratament de imbunatatire sunt cei mai frecventi si au avantajul ca pot fi prelucrati final prin strunjire dupa tratatamentul termic. Aceasta tehnologie se foloseste pentru arbori de uz general.
Pentru arbori de importanta deosebita semifabricatul se obtine prin forjare. Are avantajul obtinerii unei continuitati a fibrajului ceea ce confera o rezistenta mai mare in zona de trecere dintre tronsoane.
In conditiile mecanicii fine si mecatronicii se mai folosesc si alte tipuri de materiale cum ar fi materiale plastice, arborii obtinuti prin injectie fiind adesea monobloc cu rotile.
Elementele de fixare si transmitere a momentelor : canale de pana, caneluri, se executa prin frezare.
Conform desenului de executie piesa din lucrare este confectionata din OLC 45 STAS 880 - 88 ; cu urmatoarele caracteristici conform [ ].
|
PROPRIETATI MECANICE |
|||
|
Rp [ N / mm2 ] |
Rm [ N / mm2 ] |
Alungire [ % ] |
Rezilienta [ J / cm2 ] |
|
|
|
|
|
|
PARAMETRII TRATAMENTULUI |
|||||||
|
RECOACERE |
NORMALIZARE |
CALIRE |
REVENIRE |
||||
|
T °C |
MEDIU |
T °C |
MEDIU |
T °C |
MEDIU |
T °C |
MEDIU |
|
|
CUPTOR |
|
AER |
|
APA |
|
AER |
Cele mai folosite semifabricate sunt :
semifabricate laminate
semifabricate turnate
semifabricate forjate - liber
-in matrita
semifabriate matritate
semifabricate sinterizate
semifabricate sudate
La alegerea semifabricatelor se au in vedere urmatoarele:
materialul piesei
forma si dimensiunile piesei
numarul pieselor din lot
Piesa din lucrare fiind executata din OLC 45 putem adopta pentru un semifabricat laminat, forjat sau matritat.
Forma si dimensiunile semifabricatului trebuie sa fie cat mai apropiate de forma si dimensiunile piesei finite.
Avand in vedere ca piesa are forma de arbore adoptam semifabricat laminat de sectiune rotunda STAS 333.
Compozitia chimica
Arborele este confectionat din OLC45 - otel carbon de calitate cu 0,45%C.
In compozitia acestui otel intra : Fier (Fe), Carbon (C) in proportie de 0,45%.
Pe langa aceste elemente, in compozitia otelului mai pot aparea : Mn, Si, Al care se introduc in procesul de elaborare si turnare, si Pb, P, S care imbunatatesc aschiabilitatea. Continutul de S si P este limitat sub 0,45%.
Datorita faptului ca C este in proportie de 0,45%, acest otel este hipoeutectoid.
In tabelul 1 este prezentata compozitia chimica a OLC45.
Tabelul 1
|
|
Compozitia chimica |
Principalele domenii de utilizare |
Standardul care reglementeaza conditiile tehnice de calitate |
||||||
|
Marca otelului |
C |
Mn |
Si |
Cr |
Ni |
Mo |
Alte elemente |
||
|
OLC45 |
|
O,50-0,80 |
|
|
|
|
|
Organe de asamblare care lucreaza la solicitari medii in domeniul de temperaturi de -10+400sC |
STAS 7450-89 |
Starea de livrare a semifabricatului, prelucrari, tratamente termice anterioare
Semifabricatul din care se realizeaza piesa este livrat sub forma de bara laminata sau trasa la rece, cu profil rotund cu 65, in stare :
bruta deformare la cald si decapat ;
bruta deformare la cald si prelucrat mecanic grosier;
Din punct de vedere al tratamentelor termice primare otelul poate fi livrat sub forma normalizata sau calit si revenit.
Corelarea dintre forma constructiva si tratamentul termic cerut
Drept criterii pentru stabilirea parametrilor tipici si tehnologici si pentru alegerea caracteristicilor constructive si functionale ale utilajelor se poate folosi rolul (obiectivul) ,tratamentului termic sau termochimic care la randul sau determina locul acestuia in fluxul de fabricatie prin care se realizeaza, pornindu-se de la semifabricat, produs forjat sau turnat, forma finita, functionala a piesei sau sculei respective.
In general piesele de tipul arborilor asupra carora caracteristicile de exploatare specifice, depind de structura si respectiv tipul de tratament termic aplicat, sunt supuse calirii martensitice si revenire, tratamente care determina schimbari structurale in toata masa piesei.
Datorita faptului ca in urma calirii in structura materialului apar tensiuni interne mari, forma piesei are o mare insemnatate pentru reusita tratamentului(fig.1).
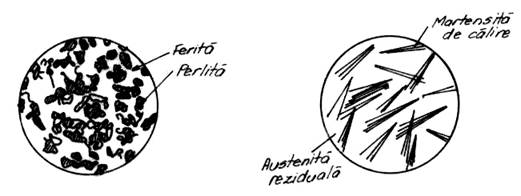
Figura 1 Structura materialului (inainte si dupa calire) [2]pag.28
Forma ideala din punct de vedere al schimbului de caldura in procesele de incalzire - racire presupune o distributie rationala a masei metalice in toate portiunile piesei in asa fel incat in fiecare punct al suprafetei vitezele de incalzire si de racire sa fie egale ( in practica foarte apropiate, deoarece doar forma sferica indeplineste conditia de egalitate a vitezelor ).
Rezulta un ansamblu de proprietati implicand in miez constituenti cu plasticitate ridicata si duritate scazuta ( ferita si perlita sau sorbita ) iar la suprafata constituenti cu duritate ridicata ( martensita ) care are si o plasticitate foarte scazuta rezulta in urma tratamentului termic.
Avand in vedere cele de mai sus, piesa va fi supusa tratamentului termic imediat dupa debitarea din semifabricat, urmand ca operatiile de aschiere pentru obtinerea formei piesei sa se execute ulterior tratamentului termic
Piesa nu va fi prelucrata la dimensiunea finala,doar dupa aplicarea tratamentului termic final.
1.4 Modul de indicare a tratamentului termic pe desenul de executie
Pe desenele de executie a pieselor indicatiile tratamentului termic se vor referi la caracteristicile mecanice finale ale materialului.Ex :adancimea stratului tratat,duritatea,rezistenta la rupere care trebuie sa fie obtinuta in urma aplicarii intregului proces de tratament termic.
Se admite introducerea procesului de tratament termic numai daca acesta este singurul care asigura obtinerea caracteristicilor mecanice prescrise sau numai daca rezultatele acestuia nu sunt supuse controlului (detensionare,imbatranire).Pe desenele de ansamblu se vor inscrie numai indicatiile care se refera la ansamblul intreg ( detensionare dupa sudare).Caracteristicile finale ale materialului se indica astfel :
-intervale de valori h=0,7. . . 0,9 ;HRC=40 . . . 44
-valori nominale si abateri limita h=0,8+0,1 ;HRC=42+4
-valori limita h>0,7 ;HRC>40
10. OPERATIILE CARE TREBUIE EXECUTATE INAINTE DE
TRATAMENTELE TERMICE
1. PREGATIREA SUPRAFETEI PIESELOR INAINTE DE EXECUTAREA TRATAMENTELOR TERMICE
Inainte de executarea oricarui tratament termic trebuie sa se inlature de pe suprafata pieselor praful, acoperirile de suprafata, lubrifiantii de formare, fluidele de marcare sau orice fel de materiale straine care pot cauza coroziunea pe suprafata pieselor sau care pot prejudicia procesarea ulterioara.
Dupa degresare piesele trebuie sa fie manipulate in asa fel incat sa previna orice transfer de grasimi sau amprente digitale pe suprafata lor.
MONTAREA PIESELOR INAINTE DE EXECUTAREA TRATAMENTELOR TERMICE
Montarea pieselor trebuie sa fie executata in asa fel incat in timpul tratamentelor termice sa apara cat mai
putine distorsionari.
Piesele trebuie sa fie montate individual, in asa fel incat intre ele sa existe o libera circulatie a mediilor de
incalzire si de racire. Orientarea pieselor trebuie sa evite orice fel de degradare a sarjei din cauza
supraincalzirii unei parti si a racirii celeilalte.
Pentru a obtine o deformare minima a produselor extrudate in timpul operatiei de calire acestea trebuie sa fie montate intr-o pozitie cat mai aproape de pozitia verticala.
Pentru ca in timpul calirii sa existe un efect minim de deformare, dispozitivele de fixare si distantierele necesare pentru executarea tratamentului termic de punere in solutie trebuie sa fie astfel proiectate si executate incat la calire suprafata de impact sa fie minima (o linie sau un punct).
Marimea sarjei pentru executarea tratamentului termic de punere in solutie trebuie sa fie limitata astfel incat in timpul calirii temperatura apei sa nu depaseasca limita maxim admisa (40 oC).
11. CONTROLUL TRATAMENTELOR TERMICE
Cerintele de inspectie impuse pentru tratamentele termice aplicate aliajelor de aluminiu sunt urmatoarele:
INAINTE DE EXECUTAREA TRATAMENTELOR TERMICE
Inspectorul de proces trabuie sa verifice componenta fiecarui lot de tratament termic si sa identifice toate piesele si epruvetele din acest lot. Metodele de inspectie includ, dar nu limiteaza, controlul marcarii pieselor si a epruvetelor, a bonurilor de material si a documentelor insotitoare.
Inspectorul de proces trebuie sa controleze curatirea si degresarea pieselor si a epruvetelor.
Inspectorul de proces trebuie sa controleze curatirea baii de calire si sa verifice temperatura mediului de calire a carei valoare trebuie sa corespunda cu valoarea impusa de specificatia de material care trebuie sa fie tratat termic.
Inspectorul de proces trebuie sa inscrie pe hartia inregistratoare a cuptorului urmatoarele:
- Numar lot de tratament termic
- Marcajul epruvetelor
- Date si ora la care a inceput tratamentul termic
- Domeniul de temperatura impus pentru tratamentul termic care trebuie sa fie executat.
Inspectorul de proces trebuie sa verifice daca pe documentele de lucru insotitoare este mentionata starea aliajului inainte si dupa executarea tratamentului termic. De asemenea el trebuie sa completeze in registrul cuptorului toate datele cuprinse in fisa tehnologica.
DUPA EXECUTAREA TRATAMENTELOR TERMICE
Inspectorul de proces trebuie sa inscrie pe hartia inregistratoare a cuptorului timpul de mentinere si temperatura pentru fiecare lot de tratament termic.In cazul in care acesti parametrii corespund cu valorile impuse, inspectorul de proces va stampila hartia inregistratoare la inceputul si la sfarsitul ciclului de tratament termic. Piesele care au fost tratate termic trebuie sa fie controlate numai dupa ce au fost facute toate inregistrarile mentionate mai sus.
NOTA: Toate hartiile inregistratoare de la cuptoare, trebuie sa fie arhivate si pastrate timp de 10 ani de catre Compartimentul de Inspectie.
Inspectorul de proces trebuie sa execute controlul vizual pentru depistarea eventualelor defecte de suprafata.
Inspectorul de proces trebuie sa trimita piesele tratate termic acceptate dupa controlul vizual impreuna cu documentele insotitoare stampilate, la Compartimentul NDT pentru verificarea conductivitatii electrice.
Inspectorul de proces trebuie sa trimita epruvetele impreuna cu "Cererea de testare" la Laboratorul Romaero pentru executarea incercarilor mecanice. Dupa primirea rezultatelor inspectorul de proces analizeaza rezultatele obtinute stabilind acceptarea pieselor.
Inspectorul de proces trebuie sa completeze toate datele in registrul cuptorului
1.5 Caracteristici fizico - chimice, mecanice si tehnologice la diferite stari structurale
In anumite conditii de incalzire si de racire, adica de transfer de energie si de masa in produsul metalic, corp geometric cu anumite forme ti dimensiuni, evolutia structurii in timpul tratamentului termic si in final caracteristicile structurale si starea de tensiuni in care a fost adus produsul depind de proprietati specifice materialului metalic.
Aceste caracteristici de material sunt definite si exprimate in directa legatura cu procesele care se desfasoara in produsul metalic: variatii ale energiei libere, germinarea si cresterea cristalelor noi in masa de cristale vechi, evolutia structurii reticulare, submicroscopice, microscopice si macroscopice, contractii si dilatari care conduc la aparitia de tensiuni interne, formarea de fisuri, interactiunea intre mediu si materialul metalic.
Atat marimile fizice cat si caracteristicile mecanice in stare normalizata si calita urmata de revenire au valori informative si sunt prezentate in tabelele 2, 3, 4, 5.
Duritatea prescrisa dupa normalizare: HB = 207 (1 pag.314,315)
a) marimi fizice
|
MARIMEA |
UNITATEA DE MASURARE |
TEMPERATURA (0C) |
||||
|
2O0 |
|
|
|
|
||
|
E |
Kg/mm2 |
|
|
|
|
|
|
G |
Kg/mm2 |
|
|
|
|
|
|
C |
Cal/g0C |
|
|
|
|
|
|
|
Cal/cmg0C |
|
|
|
|
|
|
a |
Cm2/s |
|
|
|
|
|
|
ρel |
e·cm/10-4 |
|
|
|
|
|
|
|
Kg/dm3 |
|
|
|
|
|
|
MARIMEA |
UNITATEA DE MASURA |
TEMPERATURA (0C ) |
|||||
|
|
|
|
|
|
|
||
|
|
10-6M/0C |
|
|
|
|
|
|
b ) caracteristici mecanice in stare normalizata
|
D ≤16mm |
16mm <d ≤100mm |
100mm <d ≤ 250mm |
||||||
|
Re min |
Rm Min |
A Min |
Re min |
Rm min |
A min |
Re min |
Rm min |
A min |
|
N/mm2 |
N/mm2 |
|
N/mm2 |
N/mm2 |
|
N/mm2 |
N/mm2 |
|
|
|
|
|
|
|
|
|
|
|
c) caracteristici mecanice in stare calita si revenita
|
|
|
|
d<,=16 mm |
|
|
16 mm <d<,=40mm |
|
|
40 mm <d<,=100 mm |
|
|||||
|
Re |
Rm |
A |
Z |
Kv |
Re |
Rm |
A |
Z |
Kv |
Re |
Rm |
A |
Z |
Kv |
|
N / mm2 |
N / mm2 |
|
|
j |
N / mm2 |
N / mm2 |
|
|
j |
N / mm2 |
N / mm2 |
|
|
j |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
d) caracteristici tehnologice
Are capacitatea de taiere si prelucrabilitate in stare inmuiata.
Prelucrabilitatea prin aschiere si deformare plastica la rece buna dupa normalizare.
Sudabilitate buna, fara preancalzire,
Nu este necesar un tratament termic post sudare - coroziune. Atacabil in oxigen si apa la temperatura camerei. In general este atacat de acizi dar rezista satisfacator la temperaturi normale in mediu alcalin.
Pentru produse cu grosimi intre 10 mm si 160 mm gradul de refulare la cald trebuie sa fie de 66% (reducere la 1/3 din inaltimea initiala).
Tab.2 : Caracteristici fizice si termofizice ale otelurilor
|
Mar- ca otelu- lui |
Kg /m³ |
λ [W/m. sC ] |
Cp[j/kg. sC] |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
OLC 45 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Marca otelului |
Otel tras(T), cojit tras(CT) si tras tr slefuit(TS) |
Otel tras recopt(TR),tras recopt slefuit(TRS) si cojit slefuit(CS) |
|||
|
Dimensiunea sau grosimea mm |
Rezistenta de rupere la tractiune, N/mm² minimum |
Alungirea relativa la rupere A5, % minimum |
Rezistenta de rupere la tractiune, N/mm² minimum |
Alungirea relativa la rupere A5,% minimum |
|
|
|
|
|
|
|
|
|
OLC45 |
Max.6 |
|
|
|
16 |
Tab.3 : Caracteristicile mecanice ale otelurilor carbon de calitate livrate in stare trasa
Tab.4 Caracteristicile mecanice ale otelurilor pentru piese tratate chimic
|
Marca otelului |
Diametrul probei de tratament termic de referinta mm |
Felul tratamentului termic |
Limita de curgere Rp0,2 N/mm² minimum |
Rezistenta la tractiune, Rm N/ mm² |
Alungirea la rupere A5% minimum |
RezilientaKCU300/3 J/cm² minimum |
Duritatea Brinell in stare recoapta HB maximum |
|
|
|
|
|
|
|
|
|
|
OLC45 |
|
CR N |
|
Min. 610 |
|
|
|
Tab.5: Influenta structurii, a vitezei de aschiere si a tipului de prelucrare mecanica asupra prelucrabilitatii prin aschiere a otelurilor
|
|
|
Operatia de prelucrare prin aschiere |
|||||
|
Otel |
Structura |
Viteza de aschiere mmm |
Gaurire, filetare prin tarod si filiera |
Viteza de aschiere mmm |
Danturare fina, strunjire ebos |
Viteza de aschiere mmm |
Strunjire fina, frezare fina |
|
|
Ferita si perlita lamelara |
|
Prelucrabilitate buna sau foarte buna |
|
Prelucrabilitate buna |
|
Prelucrabilitate satisfacatoare |
|
Pentru imbuna-tatire |
Perlita globulara |
|
Prelucrabilitate buna sau foarte buna |
|
Prelucrabilitate satisfacatoare |
|
Prelucrabilitate satisfacatoare sau necorespunzatoare |
|
|
Sorbita cu densitate scazuta |
|
Prelucrabilitate buna |
|
Prelucrabilitate satisfacatoare |
|
Prelucrabilitate foarte buna |
|
|
Sorbita cu densitate ridicata |
|
Prelucrabilitate buna sau foarte buna |
|
Prelucrabilitate buna |
|
Prelucrabilitate foarte buna |
Tab.6 : Indicatori de prelucrabilitate
|
Marca otelului |
Starea materialului |
Duritatea HB |
Indicatorul de prelucrabilitate % |
|
OLC45 |
Tras la rece |
|
|
|
Recopt si tras la rece |
|
|
Tab.7 : Caracteristicile mecanice ale otelurilor pentru piese tratate termic in functie de diametrul piesei si tratamentul termic aplicata 5i
Tratamentul termic indicat este : C-calire ; R-revenire inalta.
|
Marca otelului |
Tratamentul termic |
Grosimea sau diametrul piesei mm |
Limita de curgere Rp0,2 N/mm² minimum |
Rezistenta la tractiune,Rm N/ mm² |
Alungirea la rupere A5% minimum |
Rezilienta KCU300/3 J/cm² minimum |
|
|
|
|
|
|
|
|
|
OLC45 |
N* CR |
Max.16 Max.16 |
|
|
|
|
In cazul otelurilor cu continut mediu de carbon (oteluri pentru imbunatatire) structurile perlitice (lamelare sau globulare) le corespund forte necesare pentru aschiere mai mici decat structurilor sorbitice, forma cristalelor de ferita avand o influenta secundara.
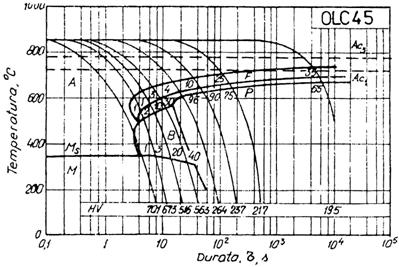
4. Puncte critice, diagrame CCT sau TTT, curbe de calibilitate.
Caracteristicile tehnologice de tratament termic se exprima prin valori ale unor caracteristici termodinamice sau cinetice ale transformarilor in stare solida:temperaturi la care sau intre care se produc anumite transformari, viteze de racire sau respectiv grade de subracire la care anumite transformari se produc sau nu se mai pot produce, viteze de incalzire sau racire la care tensiunile termice si structurale formate pot provoca deformatii iremediabile sau fisuri.
Tab.8: Temperaturile critice de transformare in stare solida pentru OLC 45:
|
Otelul |
Ac1 in oC |
Ar1 in oC |
Ac3 in oC |
Ar3 in oC |
Acem in oC |
|
OLC 45 |
|
|
|
|
|
|
|
|
|
|
|
|
STABILIREA TRASEULUI TEHNOLOGIC
Pentru intocmirea unui traseu tehnologic se pot face urmatoarele recomandari
La inceputul procesului tehnologic se prelucreaza suprafetele care devin baze de asezare ( suprafete frontale si gauri de centrare,gaura pentru dorn , pentru prinderea cu dorn ,suprafata pentru lineta ).
Gaurile se executa catre sfarsitul procesului tehnologic cu exceptia acelora care care devin baze de asezare.
Operatiile la care exista un procent mare de rebuturi se executa la inceputul tehnologic.
Rectificarea se executa dupa tratamentul termic.
Odata stabilita succesiunea operatiilor si a fazelor din cadrul lor in continuare se alege tipul masinii unelte pe care se executa fiecare operatie , se rezolva problema bazarii si ficsarii semifabricatului , intocmindu - se si schita fixarii si in sfsrsit se stabilesc sculele si verificatoarele necesare executarii fiecarei faze.
In cazul in care pentru prelucrarea unei suprafete piesa trebuie prinsa in dipozitv special sau nu este scula standardizata , se mentioneaza necesitatea proiectarii dispozitivului sau sculei.
|
Nr. Operatii Faze |
Denumirea Operatiei Fazei |
Schita Operatiei |
M.U |
S.D.V. - uri |
|
1. |
DEBITARE -debitat din bara laminata |
|
F.A 300 |
Panza tip I forma D STAS ruleta |
|
|
STRUNJIT FRONTAL I. Prins in universal, centrat strunjit frontal de degrosare pe suprafata S1. Strunjit frontal de finisare S1. Executat gaura de centrare tip A STAS 1361-72 pe suprafata S1 Desprins piesa |
|
SN |
Cutit frontal 16x16 STAS 358-67/Rp3 . Burghiu de centruire tip A 5 STAS Subler |
|
|
STRUNJIT FRONTAL II. Prins in universal,centrat strunjit frontal de degrosare pe suprafata S11. Strunjit frontal de finisare S11. Executat gaura de centrare tip A STAS 1361-72 pe suprafata S11 Desprins piesa |
|
SN |
Cutit frontal 16x16 STAS 358-67/Rp3 . Burghiu de centruire tip A 5 STAS Subler |
|
|
STRUJIT LONGITUDINAL I. Prins in universal si varf.Strunjit longitudinal de degrosare pe suprafata S4. Strunjit conic de degrosare pe suprafata S3 Strunjit longitudinal de finisare pe suprafata S4. Executare tesire 2x45 S2 Desprins piesa. |
|
SN |
Cutit pentru strunjit longitudinal STAS 359-67/Rp3 Cutit lama 12x3 STAS 354 - 67/Rp3 Subler |
|
|
STRUJIT LONGITUDINAL II. Prins in universal si varf.Strunjit longitudinal de degrosare pe suprafata S6. Strunjit longitudinal de degrosare pe suprafata S9. Strunjit longitudinal de degrosare pe suprafata S8 Strunjit longitudinal de finisare pe suprafata S6. Strunjit longitudinal de finisare pe suprafata S9. Strunjit longitudinal de finisare pe suprafata S8 Executat tesitura 2x45° S10. Executat doua tesituri 2x45° S5, S7 Desprins piesa. |
|
SN |
Cutit pentru strunjit longitudinal STAS 359-67/Rp3 Cutit lama 12x3 STAS 354 - 67/Rp3 Subler |
|
|
CONTROL INTERMEDIAR |
|
|
Subler |
|
|
FREZARE Prins in mandrina, frezat canal de pana pe suprafata S9. |
|
FU |
Freza cu coada pentru canelat STAS Freza cilindrica STAS Subler |
|
|
TRATAMENT TERMIC Calit Revenit |
|
|
Cuptor |
|
|
RECTIFICARE
|
|
RU |
Piatra abraziva STAS |
|
|
CONTROL FINAL |
|
|
Subler Micrometru |
|
|
PLAN DE OPERATIITRATAMENT TERMIC |
Pagina |
|
|||||||||||||||||||||
|
Titlul paginii |
||||||||||||||||||||||||
|
Varianta Nr. |
||||||||||||||||||||||||
|
|
||||||||||||||||||||||||
|
c . . . nr |
||||||||||||||||||||||||
|
Sectia . . . . T.T. |
|
|||||||||||||||||||||||
|
Reper |
Denumirea piesei: ARBORE |
|||||||||||||||||||||||
|
Marca otelului: OLC45 |
|
Reper Kg |
Pe produs |
|||||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||||
|
|
Data |
Numele |
Semnatura |
Modificari |
||||||||||||||||||||
|
Conceput |
|
|
|
Litera |
Data |
Natura modificarii |
Semnatura |
|||||||||||||||||
|
Verificat |
|
|
|
|
|
|
|
|||||||||||||||||
|
Desenat |
|
|
|
|
|
|
|
|||||||||||||||||
|
Tehnolog |
|
|
|
|
|
|
|
|||||||||||||||||
|
Aprobat |
|
|
|
|
|
|
|
Omologat cu fisa de omologare nr. |
||||||||||||||||
|
Nr. operatiei |
DENUMIRE |
Nr dispozitivului |
Nr de repere pe dispozitiv |
Nr dispozitivelor pe agregat |
Compozitia mediului de incalzire |
Regimul de lucru |
Conditii tehnice si norme de control |
|||||||||||||||||
|
Operatia |
Agregatul |
Dispozitivul |
Temp. med. de incalzire., °C |
Temperatura de incalzire, °C |
Timpul de incalzire, min |
Temperatura initiala a piesei, 0C |
Timpul de mentinere, min |
Medii de racire |
Temperatura mediului de racire, 0C |
|
||||||||||||||
|
|
CALIRE |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
REVENIRE |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2024 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Lucrari pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||