|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Tehnica mecanica
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica Studiul tratamentelor termice propuse pentru aplicare in executia piesei |
Studiul tratamentelor termice propuse pentru aplicare in executia piesei
Studiul tratamentelor termice propuse pentru aplicare in executia piesei
1. Itinerarul tehnologic de fabricatie
2. Alegerea tratamentelor termice si scopul lor
Materialul va fi supus unui tratament de calire martensitica urmata de o revenire inalta. Calirea martensitica are ca scop obtinerea unei structuri martensitice si o stare de tensiuni astfel distribuite incat sa se evite fisurarea si deformarea.
Calirea nu este un tratament termic final. Dupa calire se aplica intotdeauna revenirea, care poate fi joasa sau inalta. Scopul calirii si revenirii inalte este de-a mari rezistenta (Rm, Rc), duritatea(HB) si de-a obtine o plasticitate si o rezilienta ridicata, plus o rezistenta la uzura.
Din conditia impusa de calculele de rezistenta cu σr = 75-85 daN/mm2 si din fisa produsului se constata ca tratamentul termic ce se aplica este cel de imbunatatire, tratament de altfel specificat pentru aceasta clasa de oteluri.
CALIREA
Are drept scop obtinerea unei structuri martensitice si o stare de tensiuni astfel distribuite incat sa se evite fisurarea si deformarea.
Este o calire martensitica volumica si consta in incalziri la temperaturi situate in intervalul de stabilitate a unei solutii solide (austenita) superioare punctului de inceput de transformare cu durate de mentinere suficiente pentru formarea unei structuri monofazice si viteze de racire suficient de mari pentru ca suprimandu-se transformarile in volumul produsului sau pe o sectiune cat mai mare a acestuia a unor constituenti diferiti de cei indicati in diafragma de echilibru (martensita).
Tensiunile termice si structurale trebuie dirijate astfel incat sa previna aparitia fisurilor sau a unor deformatii permanente iremediabile.
Mediul de incalzire trebuie sa asigure protectia impotriva oxidarii si decarburarii.
decarburarii.
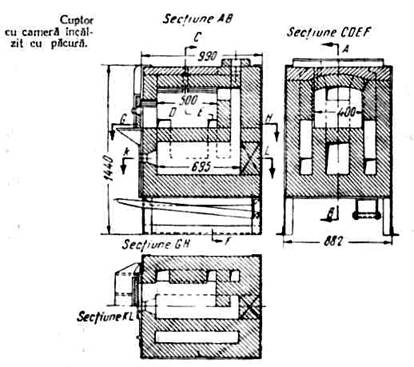
Fig.5 Cuptor cu camera incalzita cu pucur
Pentru incalzirea pieselor in vederea calirii se utilizeaza cuptoare incalzite electric sau cu gaz cu atmosfera controlata si cuptoare cu vid.
temperatura de incalzire se ia cu cel putin 200 C peste AC3;(otelul fiind hopoeutectoid) adica peste 785oC
durata de mentinere trebuie sa asigure egalizarea temperaturii pe intreaga sectiune a produsului si sa permita ca o cantitate suficienta de carbon sau carburi sa se dizolve in austenita
Numai carbonul dizolvat in austenit determina duritatea martensitei nu si carbonul care se gaseste sub forma de carburi nedizolvate.
- mediul de racire trebuie sa asigure obtinerea unei structuri cu proportie maxima de martensita si sa evite aparitia unor tensiuni interne prea mari care ar provoca deformarea sau chiar fisurarea pieselor.
Proportia minima de martenita depinde de conditiile impuse pentru structura de revenire:
- viteza de racire are o influenta hotaratoare asupra marimii deformatiilor de calire. Cu cat viteza de racire este mai mare cresc tensiunile structurale si deformatiile dar si a duritatii.
In cadrul acestui proces se va executa o racire continua intr-un singur mediu, ulei, deoarece piesa are dimensiunea mare (peste 10 mm), iar temperatura piesei trebuie sa se situeze in intervalul 800 - 8300 C.
Diagrama tratamentului termic de calire arata ca in fig. 6.
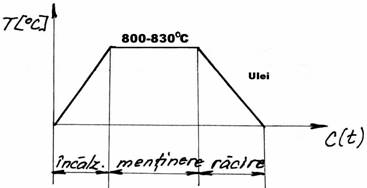
Fig.6 Diagrama tratamentului termic de calire
REVENIREA
Se aplica intotdeauna dupa calire si consta in incalzirea produselor calite la temperaturi sub AC1, mentinere la aceasta temperatura pentru realizarea transformarilor necesare si racirea ulterioara.
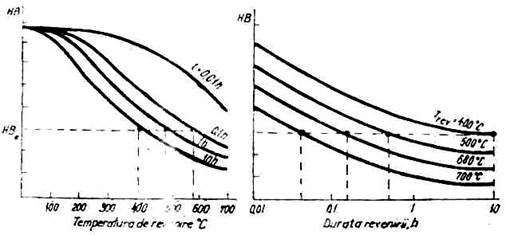
Fig.7 Duritatea functie de temperatura si durata revenirii
Scopul revenirii : micsorarea fragilitatii pieselor calite, reducerea duritatii si a tensiunilor interne, obtinerea proprietatilor mecanice dorite.
temperatura de revenire in cazul imbunatatirii este de 550 - 6600C, revenire inalta..
durata de incalzire depinde de dimensiunile piesei si are scopul de a nu crea tensiuni interne in material.
durata de mentinere - are drept scop inlaturarea tensiunilor interne de la calire. In functie de temperatura de revenire si durata de mentinere s-au trasat curbele din figura de unde rezulta ca se pot obtine duritati identice cu regimuri de revenire diferite.
racirea se face cu viteza mica pentru a micsora tensiunile interne.
Racirea se face in aer fara agitarea mediului (ventilatie).
In urma revenirii inalte creste foarte mult rezilienta.
Diagrama tratamentului termic de revenire joasa este data in fig.8.
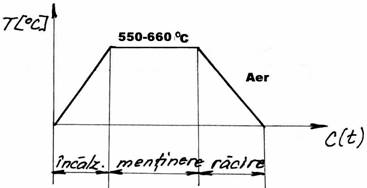
Fig.8 Diagrama tratamentului ternic de revenire inalta
Caracteristicile mecanice obtinute in urma imbunatatirii
|
Conditii pentru revenire |
Caracteristici mecanice obtinute (val. minime) |
|||||
|
Temperatura de incalzire |
mediul de racire |
Rm |
Rp0,2 |
A5 |
Z |
KCU |
|
C |
|
da/mm2 |
Da/mm2 |
|
|
J/cm2 |
|
|
aer |
|
|
|
|
|
Parametrii tehnologici ai tratamentelor termice : temperaturi, durate de incalzire, viteze de racire
Tab9 Tratamentul termic
|
Otel |
Temp. critice |
Tratamentul termic |
||||||||
|
Ac1 |
Ac3 |
Recoacere de inmuiere |
Normalizare |
Calire |
Revenire |
|||||
|
[sC] |
T,[ sC] |
Ra- cire |
T,[ sC] |
Ra- cire |
T,[ sC] |
Ra- cire |
T,[ sC] |
Ra- cire |
||
|
OLC45 |
|
|
|
C |
|
aer |
|
a |
|
aer |
Tab.10 Temperaturi de revenire
|
Trev, 0C |
150 . 200 0C |
350 0C |
450 0C |
550 0C |
650 0C |
 4. Diagrame cu cicluri de tratamente termice pentru
fiecare tratament termic in parte cu indicarea parametrilor tehnologici
4. Diagrame cu cicluri de tratamente termice pentru
fiecare tratament termic in parte cu indicarea parametrilor tehnologici
Parametrii tehnologici
Temperatura finala ( tf ) se alege, in primul rand, in functie de calitatea otelului. In cazul otelurilor carbon temperatura optima de calire este cea indicata in figura 11.2 a) prin domeniul hasurat. Otelurile hipoeutectoide sunt incalzite cu 30 - 500 C deasupra punctului Ac3, otelurile eutectoide si hipereutectoide sunt incalzite cu 30 - 500 C deasupra punctului Ac1, valorile minime fiind caracteristice pentru piese subtiri si sarje mici, iar cele superioare pentru piese groase si sarje mari. Pentru otelurile care se pot cali si in apa si in ulei, temperatura de calire in ulei este cu 20 - 300 C mai mare decat cea pentru calirea in apa. Otelurile aliate se calesc de la temperaturi mai ridicate. Otelurile ledeburitice se calesc de la temperaturi cu 30 . 1000 C sub temperatura eutectica. Astfel, otelurile rapide se calesc de la 1200 . 1280 0C. Aceste temperaturi ridicate sunt necesare pentru dizolvarea unor cantitati cat mai mari de carburi aliate. Regimul de incalzire este acela al incalzirii in cuptor cu temperatura constanta, aflat la temperatura de:
tcuptor = tf + (10 ÷ 30) 0 C
In acest fel trebuie interpretate temperaturile de calire recomandate in SR (STAS), care sunt mai mari cu 40 - 700 C decat punctele critice ale marcilor de otel standardizate. Martensita obtinuta in aceste conditii de incalzire este fina si relativ tenace, purtand denumire si de hardenita.
Daca se depaseste temperatura optima de calire, cristalele de austenita cresc repede (fig. 8), iar cele de martensita, care se obtin la racire, sunt corespunzator mai grosolane ( fenomenul de supraincalzire).
Martensita grosolana este mult mai fragila decat hardenita. In urma calirii cu supraincalzire se mareste cantitatea de austenita reziduala si scade duritatea. Otelurile calite, care contin o cantitate mare de austenita reziduala, au tendinta puternica de a-si modifica dimensiunile, de aceea, inainte de prelucrarea de finisare, trebuie supuse ulterior calirii cu racire sub 0 0C.
Limita inferioara a intervalului temperaturii de calire este determinata, la otelurile hipoeutectoide, de aparitia feritei. Un otel calit din domeniul bifazic a g al diagramei Fe - C contine in structura, pe langa martensita si ferita ( subincalzire ). Prezenta feritei face ca duritatea sa scada si, de asemenea, scade si rezistenta la solicitari ciclice.
In urma calirii de la temperatura optima, otelurile hipereutectoide au in structura martensita si carburi. Aceste carburi sunt mai dure decat martensita, sunt incluse in masa acesteia si maresc rezistenta la uzura in cazul otelurilor hipereutectoide. Inainte de calire trebuie sa se aplice recoacerea de inmuiere in vederea obtinerii cementitei globulare. Daca un otel hipereutectoid este calit fara ca in prealabil sa fie normalizat si recopt pentru inmuiere, cementita secundara se separa sub forma de retea la limitele grauntilor sau sub forma de filamente in interiorul acestora, otelul devenind fragil. Daca otelurile hipereutectoide se calesc de la temperaturi deasupra punctului Accem ( domeniul austenitic ), carburile se dizolva complet in austenita. Temperaturile inalte determina formarea unui graunte grosolan de austenita, iar carbonul dizolvat stabilizeaza austenita.
In urma racirii rezulta o martensita cu ace foarte grosolane si fragile, cu o cantitate ridicata de austenita reziduala, cea ce face ca duritatea sa scada.
Duratele de incalzire ti ) si de egalizare ( teg ) depind, in primul rand, de grosimea produselor ( circa 1 min. / mm grosime a piesei ).
Durata de transformare ttr ) este relativ scurta, fiind dependenta si de temperatura. Aceasta durata trebuie sa asigure ca o cantitate suficienta de carbon sa treaca in austenita. Numai carbonul dizolvat in austenita determina duritatea martensitei, nu si carbonul care se gaseste in carburile nedizolvate. La incalzirea unui otel carbon eutectoid la 7400 C, dizolvarea carburilor se termina dupa circa 5 ore, la 7600 C - dupa 15 minute, la 7800 C - dupa 5 minute si la 8200 C - dupa un minut, fara insa ca repartizarea carbonului in austenita sa fie uniforma. Duratele de mentinere pentru transformare prea mici duc la o dizolvare incompleta a carburilor, in felul acesta fiind favorizata transformarea in treapta perlitica, iar martensita nu ajunge la duritatea maxima, datorita cantitatii mici de carbon dizolvate. La durate de mentinere prea lungi se formeaza o martensita grosolana si ramane o cantitate mare de austenita reziduala.
|
Mediul de incalzire trebuie sa asigure protectia impotriva oxidarii si decarburarii, altfel se modifica valoarea duritatii dupa calire. Variatii ale continutului de carbon de la suprafata pot duce la duritate scazuta si aparitia fisurilor dupa calire. De asemenea, suprafata pieselor trebuie protejata impotriva oxidarii. Pentru incalzirea pieselor in vederea calirii se utilizeaza: cuptoare incalzite electric sau cu gaz; bai de saruri; atmosfere controlate (endoterme sau exoterme ); stratul fluidizat si vidul ( presiunea 10-2 torr ). In cazul folosirii cuptoarelor fara atmosfere controlate se recomanda impachetarea produselor in cutii in prezenta spanului de fonta, carbune de lemn, cocs, s.a.
Atmosferele controlate se aleg in functie de compozitia chimica si in primul rand in functie de continutul de carbon al otelurilor calite. Baile de saruri asigura o protectie corespunzatoare daca, compozitia lor este aleasa corect si daca li se face la timp dezoxidarea si decarburarea. Incalzirea in vid asigura o protectie foarte buna a suprafetelor, fiind din ce in ce mai raspandita in practica (tehnologie ecologica).
Viteza de racire trebuie sa asigure obtinerea unei structuri cu proportie maxima de martensita si sa evite aparitia unor tensiuni interne prea mari, care ar provoca deformarea sau chiar fisurarea pieselor.
Pentru a obtine o proportie mare de martensita, mediul de racire trebuie sa fie suficient de energic pentru a conferi piesei o viteza de racire superioara vitezei critice, capabila sa provoace transformarea austenitei in proportia minima necesara de martensita.
Tab.11 : Rezistenta la oboseala la ciclul alternant simetric a otelurilor pentru piese tratate termic
C = calire
R = revenire inalta
|
Marca otelului |
Tratamentul termic |
Rezistenta la oboseala (valoarea medie) N/mm² |
Rezistenta la rupere Rm(valoarea medie) N/mm² |
|
|
Conditii de temperatura |
Mediul de racire |
|||
|
OLC45 |
C=840sC R=590sC |
Ulei Aer |
|
|
|
Marca otelului |
Otel tras(T),cojit tras(CT) si tras slefuit(TS) |
Otel tras recopt(TR), tras recopt slefuit(TRS) si cojit slefuit(CS) |
|||
|
Dimensiunea sau grosimea mm |
Rezistenta de rupere la tractiune, N/mm² minimum |
Alungirea relativa la rupere A5,% minimum |
Rezistenta de rupere la tractiune, N/mm² minimum |
Alungirea relativa la rupere A5,% minimum |
|
|
|
|
|
|
|
|
|
OLC45 |
Max.6 |
|
|
|
|
Tab.12 Caracteristicile mecanice ale otelurilor carbon de calitate livrate in stare trasa
Tab.13 : Caracteristicile mecanice la temperatura mediului ambiant ale otelurilor pentru organe de asamblare destinate sa lucreze la temperaturi ridicate, respectiv joase
|
Marca otelului |
Limita de curgere conventi- onala Rp0.2, N/mm² minimum |
Rezistenta la rupere Rm , N/mm² minimum |
Alungirea la rupereA5 minimum |
Rezilienta KCU300/2 J/cm² minimum |
Temperatura, sC |
||
|
|
|
|
|||||
|
Energia de rupere KW,J minimum |
|||||||
|
OLC45 |
|
|
|
|
|
|
|
Tab.14 : Limita de curgere la temperaturi ridicate a otelurilor pentru organe de asamblare
|
Marca otelului |
Temperatura, sC |
|||||||
|
|
|
|
|
|
|
|
|
|
|
Limita de curgere conventionala Rp0.2 , N/mm² minimum |
||||||||
|
OLC45 |
|
|
|
|
|
|
|
|
Tab.15 : Tratamentul termic
|
Otel |
Temp. critice |
Tratamentul termic |
||||||||
|
Ac1 |
Ac3 |
Recoacere de inmuiere |
Normalizare |
Calire |
Revenire |
|||||
|
[sC] |
T,[ sC] |
Ra- cire |
T,[ sC] |
Ra- cire |
T,[ sC] |
Ra- cire |
T,[ sC] |
Ra- cire |
||
|
OLC45 |
|
|
|
c |
|
aer |
|
a |
|
aer |
Tab.16: Caracteristica mecanica a otelului OLC45 utilizat in medii
care favorizeaza coroziunea fisuranta sub tensiune
|
Caracteristica |
Unitatea de masura |
Temperatura, sC |
Marca otelului |
|
OLC45 Temperatura de Revenire 620-680sC |
|||
|
Limita de curgere |
N/mm² |
|
|
|
Rezistenta la rupere |
N/mm² |
|
Min. 550 |
|
Alungirea la rupereA5, min. |
|
|
|
|
RezilientaKCU 2,min. |
J/cm² |
|
|
|
Energia de rupere KV, min. |
J |
|
|
|
Modulul de elasticitate |
N/mm² |
|
|
Tab.17 : Caracteristicile de fluaj ale otelului OLC45 (valori informative)
|
Marca otelului |
Tempera- tura, sC |
Limita de fluaj alungire 0,2% la : N/mm² |
Limita de fluaj alungire 1% la : N/mm² |
Rezistenta la fluaj pentru N/mm² |
|||
|
10000 h |
100000 h |
10000 h |
100000 h |
10000 h |
100000 h |
||
|
OLC45 |
|
|
|
|
|
|
|
Tab.18 : Caracteristici mecanic
|
Otel |
Duritatea HB max. In stare recoapta |
Tratamen- tul termic |
Grosimea produsului [mm] |
Caracteristici mecanice |
|||
|
Rm N/mm² |
Rp0,2 min. N/mm² |
A5 min. % |
KCU300/2 J/cm² |
||||
|
OLC45 |
207 |
CR |
|
|
|
|
|
|
16< Φ≤40 |
|
|
|
|
|||
|
40< Φ≤100 |
|
|
|
|
|||
5. Utilaje folosite si caracteristicele lor
Utilajele au un rol deosebit in realizarea in bune conditii a tehnologiilor de tratament termic. Utilajele de incalzire au ponderea cea mai mare in atelierele de tratamente termice (cca 70%), iar dintre acestea cuptoarele ocupa un loc important.
La noi in tara sunt standardizate urmatoarele tipuri de cuptoare :
Cuptoare camera cu vatra fixa, incalzite cu combustibil gazos, STAS 11773-80
Cuptoare verticale, STAS11774-80
Cuptoare incalzite cu tuburi radiante
Cuptoare camera cu vatra mobila, incalzite cu combustibil gazos sau lichid,STAS 11775-80
Cuptoare camera cu vatra fixa, elecrice, STAS 11776-80
Cuptoare verticale electrice, STAS 11777-80
Cuptoare bai de saruri, electrice, STAS 11778-80
Cuptoare camera cu vatra mobila, electrice, STAS 11779-80
Principalele caracteristici ale cuptoarelor de tratament termic
|
caracteristica |
simbol |
UM |
Definitie |
|
Dimensiuni utile alei camerei de lucru |
L*l*H(D*H) |
mm |
Dimensiunile spatiului camerei cuptoruluisau baii de saruri disponibil pentru sarja, inclusiv disp. auxiliare |
|
Masa sarjei |
Ms |
kg |
Masa sarjei ce poate fi introdusa in cuptor, inclusiv disp. auxiliare |
|
Suprafata utila a vetrei |
Ss |
m2 |
Suprafata vetrei pe care se poate aseza sarja cu piese, inclusiv disp. auxiliare |
|
Puterea instalata |
Pi |
KW,kJh |
hPuterea maxima ce poate fi consumata |
|
Energia consumata la incalzirea cuptorului |
Ei |
kWh |
Energia consumata la incalzirea cuptorului, fara sarja |
|
Energia consumata la mers in gol |
Eg |
kWh |
Energia consumata la temp.de regim, fara sarja |
|
Domeniul de temperatura |
|
oC |
Limitele de temperatura intre care cuptorul poate functiona in conditii optime |
|
Dimensiunea de gabarit |
A*B*C*(C*D) |
mm |
Dimensiunile exterioare ale instalatiei |
|
Masa cuptorului |
Mc |
kg |
Masa intregii instalatii |
|
productivitatea |
W |
Kg/h |
Cantitatea de piese tratate termic in unitatea de timp |
|
Consumuri tehnologice Aer Apa Atmosfera controlata |
Qa Qac Qapa |
Nm3/h Nm3/h Nm3/h |
Consum de apa pentru actionarea disp, deapa pentru racire si de atmosfera controlata necesara tehnologic |
|
Randamentul termic al cuptorului |
ηc |
ηc =Pu/ Pc |
Raportul dintre puterea necesara incalzirii sarjei si puterea consumata de cuptor |
Arzatoare :
Instalatia de ardere este un ansamblu in componenta caruia intra unul sau mai multe arzatoare, precum si instalatii aferente : instalatia de alimentare cu combustibil, de alimentare cu aer, de pompare, de preincalzire a combustibilului, de automatizare, etc.
Arzatorul este un aparat in care se realizeaza amestecul dintre combustibil si aer in vederea asigurarii arderii in conditii bine stabilite, pentru obtinerea de energie termica.
Parametrii principali ai arzatoarelor de gaze sunt : puterea termica nominasa P,kW; presiunea nominala de admisie a combustibilului si a aerului, mbar; domeniul de reglaj D, %; caracteristicile debit de combustibil-presiune de admisie combustibil si debit aer- presiune de admisie aer-temperatura nominasa de admisie a aerului, °C; coeficientul de exces de aer optim si variatiile maxime admise (α0),m³N/kg; diferenta de presiune admisa intre focar si mediul ambiant p,mbar; lungimea flacarii Lf,m; durata de functionare a arzatorului V,ani; nivelul de zgomot A,dB; nivelul elementelor poluante, mg/m³; cantitatea de funingine F, mg/m³; etc.
Utilaje de racire:
Utilajele de racire sunt asezate de obicei in aproprierea utilajelor de incalzire, deservind unul sau mai multe dintre acestea. Utilajele de racire cele mai raspandite sunt cele cu mediu lichid, care poarta denumirea curenta de bai de racire sau de calire.
Elementele componente, obligatorii, ale unei instalatii de racire sunt: bazinul de racire sau vana in care se afla lichidul de racire; canalul de scurgere a lichidului (sistemul de preaplin), conductele si robinetul pentru evacuarea rapida a lichidului de calire in caz de incendiu, avarii, alarma sau pentru curatire; gratar mobil pentru scoaterea pieselor cazute si pentru protectia fundului recipientului; capac contra incendiilor (in cazul bailor de ulei); paravan (capac) de protectie contra stropirii, utilizat in special la racirea pieselor incalzite in bai de saruri; conducte si robinetul de aducere a lichidului de calire proaspat; conducta si robinetul de evacuare a lichidului uzat sau prea cald; instalatie de exhaustare pentru indepartarea vaporilor si a gazelor rezultate la racire; agitatoare pentru miscarea mediului de racire; dispozitiv de racire (eventual si de incalzire) a lichidului si dispozitiv sau cos pentru scufundarea pieselor in bazinul de racire.
Utilaje complementare:
a) Utilaje pentru obtinerea atmosferelor controlate sunt de tip endoterm sau exoterm destinate proceselor de tratament termic.
b) Aparate pentru masurarea temperaturii. Reusita unui tratament termic corect depinde in primul rand de asigurarea unor temperaturi precise. La alegerea aparatelor de masurat temperatura trebuie sa se tina seama de : valoarea maxima a temperaturii de masurat; precizia indicatiei aparatului; sensibilitatea aparatului la solicitari mecanice; sensibilitatea aparatului la actiunea chimica a mediului in care lucreaza; de distanta la care se va face masurarea; daca temperatura trebuie numai indicata sau trebuie inregistrata eventual reglata dupa program.
Masurarea temperaturii se bazeaza pe dependenta dintre temperatura si proprietatile fizico-chimice ale corpurilor, pe baza acestor dependente distingem :
Aparate bazate pe dilatarea corpurilor solide, lichide si gazoase (termometre metalice, cu lichide si manometrice)
Aparate bazate pe schimbarea rezistentei electrice cu temperatura (termometre cu rezistenta electrica, termistoare)
Aparate bazate pe efectul termoelectric (efectul Thomson, Seebeck) numite pirometre termoelectrice sau termocupluri
Aparate bazate pe radiatia corpurilor (pirometre cu radiatie)
Aparate speciale(culori termoscopice, fototermometre, indicatoare piroscopice, indicatoare fuzibile etc.)
O atentie deosebita trebuie acordata tuturor surselor posibile de erori de masurare ale fiecarui tip de aparat.
c) Aparate de control si sortare. In general se fac urmatoarele controale: controlul duritatii, controlul dimensiunilor, controlul fisurilor,controlul structurii si a caracteristicilor mecanice (Rm, Rp, KCU, A, Z, etc.)
d) Utilaje pentru racirea centrala a lichidelor de calire. La dimensionarea instalatiei de racire centrala problema principala o constituie determinarea suprafetelor active de transmitere a caldurii.
Utilaje auxiliare:
a) Dispozitive si scule. Piesele care sunt tratate termic individual si piesele de dimensiuni mici sunt manevrate cu clesti, carlige, lopeti si cosuri de diferite forme. Piesele mai mari sau cele fabricate in serie se manevreaza cu carucioare, manipulatoare si macarale.
b) Utilaje pentru indreptare. Inlaturarea deformatiilor, inevitabile dupa tratamente termice, se face prin operatia de indreptare. Indreptarea se poate face manual, la piese mici si mai putin importante, prin lovirea cu ciocan de cupru sau de bronz, piesele fiind asezate pe o masa plana. Indreptarea pieselor de dimensiuni mari, a profilelor lungi se face mecanic,folosind diferite tipuri de prese (hidraulice, cu surub).
c) Utilaje pentru transportatea pieselor in sectoarele de tratamente termice sunt formate din : carucioare, electrocare, macarale, benzi transportoare, monoraiuri, dispozitive sau manipulatoare suspendate pe cablu sau lant. Podurile rulante pentru atelierele de tratamente termice au carucior, cu mecanism de ridicare prevazut cu viteze mari de ridicare-coborare.
d) Utilaje pentru curatire. Curatirea suprafetelor pieselor de murdarii (strat oxidat, saruri, metale sau ulei) se poate face pe cale mecanica, chimica si mecano-chimica. Instalatiile se clasifica in : instalatii de curatire mecanica in tobe rotative; instalatii de curatire mecanica prin sablare; instalatii de curatire mecanica prin perii rotative; instalatii de curatire chimica prin decapare acida sau electrolitica; instalatii de curatire prin spalare (degresare), neutralizare (clatire) si uscare.
e) Utilaje pentru ventilatie. Principalii parametrii ai ventilatoarelor sunt : debitul Q; caderea de presiune Δpt; randamentul η; puterea P. reprezentarea grafica a functiilor Δpt = f1(Q); η = f2(Q) si P = f3(Q), reprezinta curbele caracteristice ale unui ventilator la o turatie data si pentru un anumit fluid caracterizat prin temperatura, umiditate, vascozitate si densitate, in conditiile date. aLira curbei caracteristice reprezinta criteriul de baza in functionarea ventilatorului in retea. La alegerea ventilatoarelor de un anumit tip, trebuie sa se tina cont de conditiile in care va lucra ventilatorul in cauza, conditii concretizate prin punctul de functionare in retea (in instalatie) al ventilatorului.
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2024 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Analize pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||