|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Auto
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica » auto Electrician auto - utilaje, banc de lucru, truse de scule |
Electrician auto - utilaje, banc de lucru, truse de scule
ELECTRICIAN AUTO - UTILAJE, BANC DE LUCRU, TRUSE DE SCULE
Utilajele folosite se pot clasifica dupa urmatoarele criterii:
dupa modul de actionare: cu actionare manuala ( ciocane, dalti, pile, foarfece, surubelnite etc. ) si cu actionare mecanica ( masini de gaurit, polizoare, prese etc. );
dupa mobilitate: utilaje mobile ( scule, unelte, dispuzitive etc. ) si utilaje stabile ( masini de gaurit, foarfece cu role, polizoare etc. );
dupa destinatie: utilaje direct productive ( scule, unelte, aparate, dispozitive etc. ) si utilaje pentru ridicat si transportat ( cricuri, carucioare, poduri rulante etc. ).
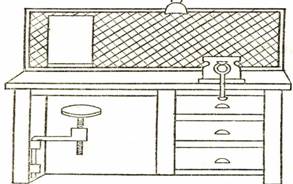
O serie de lucrari de reparatii se executa la bancul de lucru, care poate fi prevazut cu unul sau doua locuri de munca. Pentru fiecare loc de munca de la banc este montata o menghina si sunt prevazute sertare pentru pastrarea sculelor si instrumentelor.
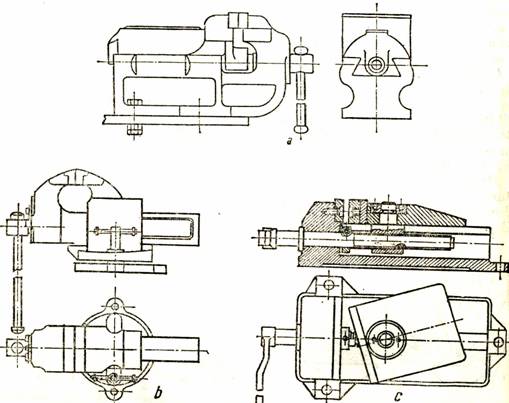
Menghina este un dispozitiv universal care se foloseste la fixarea pieselor in scopul prelucrarii, demontarii, montarii sau verificarii. Menghinele pot fi actionate cu surub sau cu parghii si pedale ( intalnite mai rar ). Menghinele actionate cu surub sunt denumite menghine paralele (fig. a). Se mai folosesc si menghine paralele rotative ( fig. b ), care pot ocupa prin rotire orice pozitie in plan orizontal, si menghine cu falca rotativa ( fig. c ), pentru fixarea pieselor cu fete neparalele.
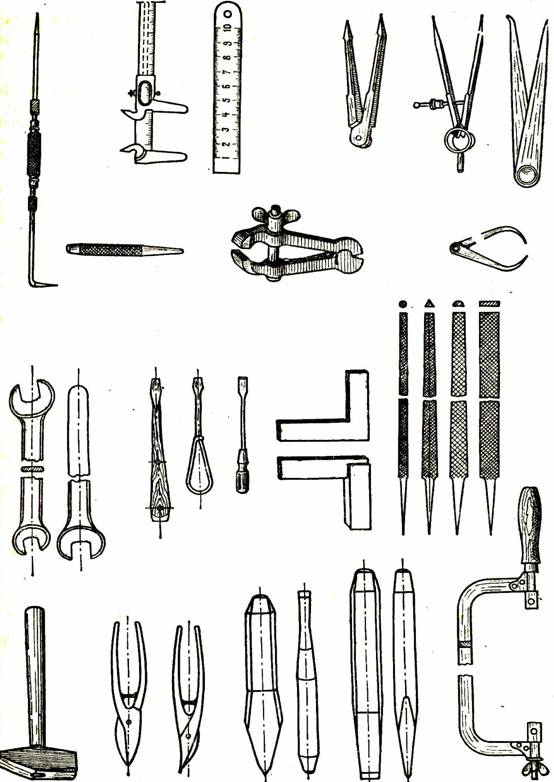
Sculele si instrumentele necesare executarii diferitelor operatii specifice electricianului dar si operatii specifice de lacatusarie-montaj, mecanice se pastreaza in sertarul bancului de lucru pentru a fi la indemana muncitorului. Ele constitue trusa de scule. In figura urmatoare sunt prezentate majoritatea sculelor de lacatusarie utilizate.
MIJLOACE DE MASURAT SI VERIFICAT
Calitatea unui produs este determinata de caracteristicile sale, care sunt evaluate prin masurare si control. Masurarea unei marimi presupune stabilirea valorii acesteia, controlul sau verificarea prevede in plus fata de masurare si compararea valorii efective stabilita prin masurare cu valoarea prescrisa in documentatia tehnica a produsului.
Pentru ca rezultatul unei masurari sa fie cat mai apropiat de valoarea reala a caracteristicii respective, operatiile de masurare si control tehnic trebuie sa se faca corect, folosindu-se instrumente si aparate de masurat de buna calitate, care sa asigure in acelasi timp precizia ceruta de tehnologie.
Industria noastra este inzestrata cu aparatura de masurat si controlat la nivelul tehnicii moderne, din care cea mai mare parte este executata la noi in tara.
Atelierul trebuie sa aiba in dotarea sa urmatoarele grupe de mijloace de masurat si verificat:
mijloace de verificat si masurat lungimi;
mijloace de verificat si masurat unghiuri;
mijloace de verificat suprafete;
calibre si sabloane de verificat;
mijloace de verificat si masurat marimi electrice.
Aceste se vor alege la momentul potrivit in functie de operatiile ce urmeaza sa fie executate.
|
Alege cu discernamant pentru o utilizare eficienta si fara risc
Utilizarea eficienta si fara riscuri a SDV-urilor impune respectarea anumitor masuri de tehnica a securitatii muncii asupra prevenirii accidentelor de munca si masuri de prevenire si stingere a incendiilor.
Respectarea normelor de tehnica a securitatii muncii contribue la imbunatatirea continua a conditiilor de munca si la inlaturarea cauzelor care produc accidente de munca sau imbolnaviri profesionale.
In aceasta directie revin sarcini pe linie de tehnica a securitatii muncii pentru prevenirea si stingerea incendiilor atat celor care organizeaza, controleaza si conduc procesul de munca cat si celor care lucreaza direct in productie.
Conducatorul atelierului trebuie sa ia masuri pentru indeplinirea urmatoarelor sarcini:
sa asigure ventilatul, iluminatul si incalzirea in atelier;
sa se asigure expunerea vizuala prin afise sugestive privitoare atat la protectia muncii cat si la prevenirea si stingerea incendiilor;
masinile si instalatiile din atelier sa fie echipate cu instructiuni de folosire;
sa se asigure legarea la pamant si la nul a tuturor masinilor actionate electric;
sa se echipeze masinile-unelte cu ecran de protectie conform normelor de protectie a muncii;
in atelier sa se gaseasca la locuri vizibile mijloace pentru combaterea incendiilor;
sa se efectueze instructaje periodice pe linie de protectie muncii si de prevenire si stingere a incendiilor;
sa se echipeze atelierul cu instalatii de ridicat pentru manipularea pieselor mai mari de 20 de kg.
Muncitorilor din atelier le revin urmatoarele sarcini:
folosirea unui echipament adecvat ( ajustat pe corp, maneci bine incheiate ), iar parul sa fie acoperit sau legat;
inainte de inceperea lucrului se va verifica daca atmosfera nu este incarcata cu vapori de benzina sau cu gaze inflamabile provenite de la instalatiile de incalzire, se va controla starea masinilor, dispozitivelor de pornire, oprire si inversare a sensului de miscare a masinii;
in timpul lucrului se vor respecta masurile de protectie a muncii si de prevenire a incendiilor specifice fiecarei operatii;
la terminarea lucrului se vor deconecta legaturile electrice de la prize, masinile vor fi oprite, sculele asezate pe bancuri de lucru sau in dulapuri, iar materialele sau piesele stivuite in locuri indicate;
piesele vor fi stivuite cu atentie, lasandu-se spatiu suficient in zona de lucru;
se interzice spalarea mainilor cu emulsii de racire si stergerea lor cu bumbacul utilizat la curatirea masinii;
daca s-a utilizat benzina sau alte produse inflamabile pentru spalarea mainilor, acestea trebuie din nou spalate cu apa si sapun si sterse cu un prosop.
Alege functie de gradul de uzura al sculelor asigurand utilizarea corecta si lipsita de riscul unor deteriorari suplimentare
In procesul de reparatii, starea tehnica a SDV-urilor sufera modificari datorita uzarii, fapt ce conduce la inrautatirea calitatilor lor de exploatare, la scaderea eficientei utilizarii lor si chiar la periclitarea integritatii muncitorului.
In procesul de lucru solicitarile SDV-urilor sunt variate si de valori considerabile: presiuni mari, socuri, sarcini dinamice care produc vibratii si oscilatii, temperaturi ridicate etc. Toate aceste solicitari fac ca pe suprafetele de lucru ale SDV-urilor sa apara denivelari, zgarieturi sau forme pronuntate de deformari plastice. Pentru partile componente ale SDV-urilor care se afla in miscare relativa, apar jocuri datorita uzarilor prin frecare. Sculele taietoare isi pot schimba structura stabilita prin tratamente, ca urmare a temperaturilor ridicate la care se incalzesc in timpul lucrului.
Daca procesul de uzare, cu formele aratate mai sus, se desfasoara in conditiile respectarii regulilor de exploatare tehnica a SDV-urilor se numeste uzura normala.
Nerespectarea regulilor de exploatare tehnica a SDV-urilor, privind marimea fortelor si a presiunilor folosite pentru strangeri si loviri, a duritatii materialelor ce se prelucreaza, a temperaturii la care sunt expuse etc. produce uzarea intensa si deteriorarea acestora.
Rezultatul unui astfel de proces de uzare care conduce la scurtarea perioadei de exploatare normala se numeste uzare prematura.
Desfasurarea procesului de uzare, marimea si caracterul uzarii depind de proprietatile fizico-chimice ale materialului din care sunt executate sculele si dispozitivele si de modul de exploatare al acestora.
Dupa conditiile si caracterul principalelor fenomene care genereaza uzarea se clasifica in doua grupe:
uzarea mecanica;
uzarea corosiva;
Uzarea mecanica, la randul sau, poate fi: de abraziune, prin deformare plastica si prin deteriorarea datorita fragilitatii.
Uzarea de abraziune se caracterizeaza prin uzarea suprafetelor conjugate care functioneaza prin frecare, datorita actinunii abrazive a particulelor dure care patrund intre ele.
Uzarea prin deformare plastica se caracterizeaza prin faptul ca la sarcini mari si temperaturi ridicate, sculele si piesele dispozitivelor se deformeaza intens si straturile metalice se deplaseaza in directia de alunecare. In acest caz, uzarea pieselor se poate produce cu sau fara pierderi de material masa, insa intotdeauna cu modificarea considerabila a dimensiunilor si formelor.
Uzarea prin deteriorarea datorita fragilitatii se caracterizeaza prin aceea ca stratul superficial al pieselor, ca urmare a frecarii si a deformatiilor plastice, care insotesc acest proces, devine fragil si se desprinde de masa metalului. Acest tip de uzare se intalneste la rulmentii obositi si la rotile dintate obosite, cunoscuta si sub denumirea de uzare Pitting.
Uzarea de coroziune este procesul de degradare lenta si progresiva a metalelor, de la exterior catre interior, sub actiunea chimica sau electrochimica a mediului inconjurator. Acest mediu poate fi constituit din diferite lichidesau gaze.
In functie de conditiile de lucru, aceeasi scula sau piesa poate fi supusa concomitent actiunii mai multor feluri de uzari, una din ele fiind principala.
TEST DE AUTOEVALUARE
1. La ce conditii trebuie sa raspunda atelierul?
2. Care este zona optima pentru microclimatul de atelier?
3. Prin ce este determinata calitatea unui produs?
4. Unde sunt pastrate sculele si instrumentele specifice electricianului auto?
5. Ce grupe de mijloace de verificat si masurat trebuie sa fie in dotarea atelierului?
6. Datorita carui fapt sufera modificari starea tehnica a SDV-urilor in procesul de reparatii?
7. De ce depinde marimea si caracterul uzarii?
RASPUNSURI LA TESTUL DE AUTOEVALUARE
1. Atelierul trebuie sa corespunda unor conditii referitoare la: spatii, iluminat, ventilatie, dotare cu sculele, dispozitivele, verificatoarele si utilajele necesare etc.
2. Microclimatul de atelier se situeaza in zona optima atunci cand temperatura aerului este de 16 18o C, umiditatea 50%, viteza aerului de 0,3 m/s iarna si de 0,6 m/s vara, iar temperatura pieselor incalzite ale masinilor si instalatiilor nu depaseste 55o C.
3. Calitatea unui produs este determinata de caracteristicile sale, care sunt evaluate prin masurare si control.
4. Sculele si instrumentele necesare executarii diferitelor operatii specifice electricianului dar si operatii specifice de lacatusarie-montaj, mecanice, se pastreaza in sertarul bancului de lucru pentru a fi la indemana muncitorului. Ele constitue trusa de scule.
5. Atelierul trebuie sa aiba in dotarea sa urmatoarele grupe de mijloace de masurat si verificat:
mijloace de verificat si masurat lungimi;
mijloace de verificat si masurat unghiuri;
mijloace de verificat suprafete;
calibre si sabloane de verificat;
mijloace de verificat si masurat marimi electrice.
6. In procesul de reparatii, starea tehnica a SDV-urilor sufera modificari datorita uzarii, fapt ce conduce la inrautatirea calitatilor lor de exploatare, la scaderea eficientei utilizarii lor si chiar la periclitarea integritatii muncitorului.
7. Desfasurarea procesului de uzare, marimea si caracterul uzarii depind de proprietatile fizico-chimice ale materialului din care sunt executate sculele si dispozitivele si de modul de exploatare al acestora.
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2025 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Esee pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||