|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Tehnica mecanica
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica Cutite de strung - geometria cutitului de strung |
Cutite de strung - geometria cutitului de strung
LUCRARE
cutite de strung
Scopul lucrarii . Aprofundarea si completarea datelor de curs referitoare la geometria si constructia cutitelor de strung, precum si cunoasterea ascutirii si masurarii corecte a acestora.
Consideratii teoretice
2.1. Geometria cutitului de strung In fig.2.1. este prezentata geometria cutitului de strung in conformitate cu prescriptiile si notatiile conform STAS-ului 6599-81 referitor la sistemul de referinta constructiv al cutitului de strung. Geometria cutitului de strung (fig. 2.1.) se studiaza intr-un punct ce apartine taisului. Dupa stabilirea sectiunilor O-O, P-P, F-F si N-N pe tais intr-un punct aschietor, se determina unghiurile de aschiere corespunzatoare din aceste sectiuni (unghiurile de asezare si de degajare). De asemenea, pe desen apar unghiurile de atac, unghiul la varf si unghiul de inclinare.
Fig.2.1. Geometria cutitului de strung
Notatiile din figura au urmatoarele semnificatii:
Pr - planul de baza constructiv;
Pf - planul de lucru;
Pp - planul posterior ( perpendicular pe planul de lucru si pe cel de baza);
PT - planul taisului ( planul muchiei aschietoare);
Po - planul ortogonal (perpendicular pe planul de lucru si pe planul taisului)
a - unghiul de asezare, afectat de indicele corespunzator planului in care
se face sectiunea;
g - unghiul de degajare, cu indicii corespunzatori;
b - unghiul de ascutire;
kr - unghiul de atac principal;
k'r - unghiul de atac secundar;
lT - unghiul de inclinare;
er - unghiul de varf;
y'r, yr - unghiurile de pozitie ale taisurilor.
2.2. Constructia cutitelor de strung. Cutitele de strung se clasifica dupa urmatoarele criterii:
materialul partii active (otel rapid, carburi metalice, materiale mineralo ceramice, diamant, nitrura cubica de bor);
tipul constructiv (monobloc, sudate cap la cap, cu placute lipite, cu placute fixate mecanic);
sensul avansului (de dreapta, de stanga);
operatia executata (prelucrari exterioare, interioare, frontale, canelari, retezari etc.).
Cutitele cu placute lipite sunt folosite la ora actuala datorita usurintei cu care pot fi adaptate la cerinte particulare, cum sunt : raze la varf si raze de ascutire modificate, unghiuri de degajare si spargatoare de span de marimi si forme diferite.
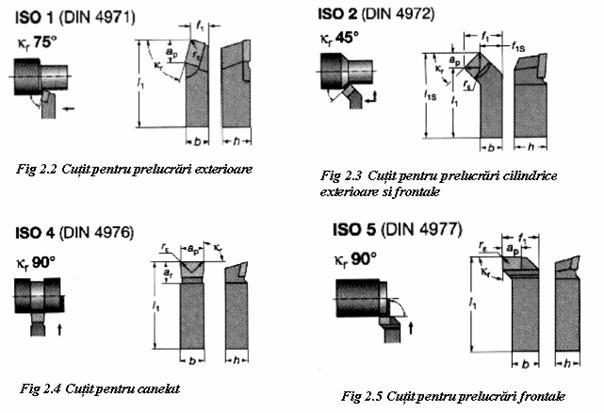
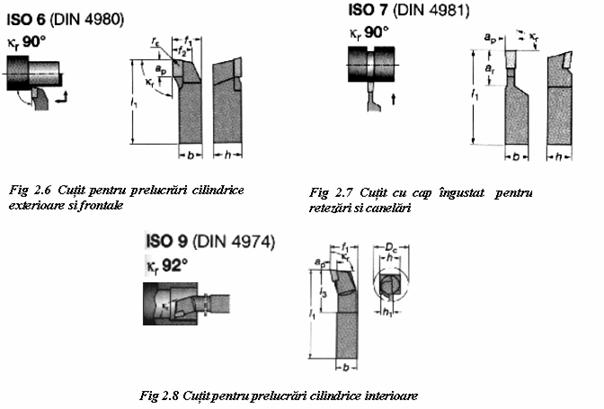
In figurile 2.2, . 2.8 sunt prezentate formele constructive tipice de cutite de strung cu placute din carburi metalice lipite.
Cutitele cu placute amovibile reprezinta varianta constructiva cea mai folosita la ora actuala datorita unei serii de avantaje :
Reducerea timpului ajutator pentru schimbarea sculei;
Pastrarea reglajului masinii unelte;
Eliminarea operatiei de lipire a sculei ;
Eliminarea operatiei de reascutire.
Placutele aschietoare sunt realizate din carburi metalice, carburi metalice acoperite cu straturi din materiale extradure, carburi metalice placate cu nitrura cubica de bor (NCB), carburi metalice placate cu policristale de diamant, materiale mineralo-ceramice, cermeturi etc.
Firmele producatoare de scule aschietoare au elaborat sisteme de prindere diverse. Cele mai uzuale sisteme precum si indicatii de folosire a acestora sunt prezentate in tabelul 2.1. Fiecarui criteriu de analiza i s-a acordat un punctaj pe o scala intre 1 si 5 (5 este cea mai indicata alegere).
Tabelul 2.1 Alegerea celui mai indicat sistem de prindere
|
|
Prindere de sus (Tip C) |
Prindere cu parghie (tip P) |
Prindere cu pana (tip D sau M) |
Prindere cu surub central (tip S) |
|
Degrosare |
|
|
|
|
|
Finisare |
|
|
|
|
|
Curgerea aschiei |
|
|
|
|
|
Timp de indexare |
|
|
|
|
|
Accesabilitate |
|
|
|
|
In figurile 2.9, . 2.15 sunt prezentate schemele principalelor sisteme de prindere realizate de firma Sandvik.
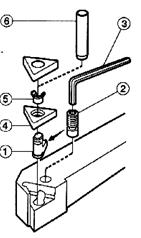
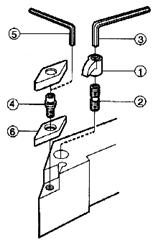
Fig.2.9. Sistem de prindere cu gheara Fig.2.10. Sistem de prindere cu parghie
1-gheara 1-parghie
2-surub de fixare a ghearei 2 -surub
4-surub de fizare a placutei de sprijin 4-placuta de sprijin
6-placuta de sprijin 5-semi-inel elastic pentru fixarea placutei
de sprijin
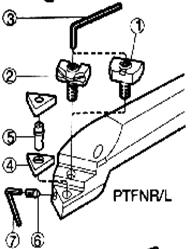
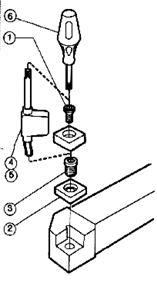
Fig.2.11. Sistem de prindere cu pana Fig.2.12. Sistem de prindere cu surub central
1 sau 2-pene 1-surub de fixare a placutei aschietoare
4 -placuta de sprijin 2-placuta de sprijin
5-stift de fixare a placutei de sprijin 3- surub tubular
6-surub de blocare a stiftului 5
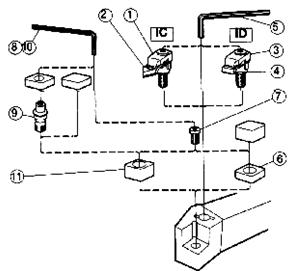
Fig.2.13. Sistem de prindere a placutelor mineralo-ceramice
1,3- bride
2- placa de presiune si de spargere a aschiilor
4-placa de presiune
6,11 - placute de sprijin
7-surub de fixare a placutei de sprijin
9-stift filetat de fixare a placutei de sprijin si de orientare a placutei aschietoare
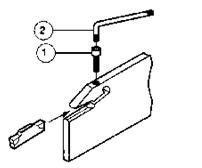
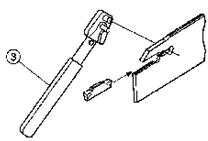
Fig.2.14. Sistem de prindere a placutelor Fig.2.15. Sistem de prindere a placutelor de retezare
de retezare prin elasticitatea corpului sculei prin elasticitatea corpului sculei si cu ajutorul unui
surub
Cutite cu reglaj micrometric
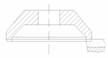
Cutitul cu reglaj micrometric constituie un dispozitiv format dintr-un cutit si un mecanism de reglare la cota. Aceste cutite sunt folosite la operatii de finisare a alezajelor, performantele de reglare fiind intre limitele 0,001 . 0,003 mm.
Cutitul 2, numit cartus sau patron, avand corpul construit sub forma unui surub micrometric, se introduce in suportul port cutit 1 intr-un alezaj cu doua canale de pana. Cutitul este fixat in suport cu ajutorul surubului central 4 si al saibei 6. Reglarea la cota se face cu ajutorul piulitei micrometrice 3. Masurarea deplasarii se face pe scala gradata pe partea frontala a piulitei 5 (50 sau 100 de diviziuni) si a vernierului gradat pe suportul port cutit.
Preluarea rotirii surubului micrometric este realizata prin cele doua aripioare laterale ale cutitului ce intra in canalele de pana din alezajul din port-cutit. Saiba elastica 5 are rolul de a prelua jocurile din surubul micrometric. Ea se sprijina pe o piulita hexagonala ingusta 7. Aceasta varianta permite o deplasare axiala a cutitului egala cu 0,001mm.
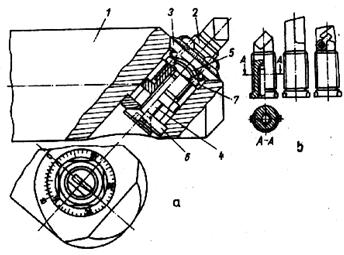
Fig. 2.16. Cutite cu reglaj micrometric
suport corp cutit
cutit
piulita micrometrica
surub central
piulita
saiba
piulita hexagonala
2.3. Ascutirea cutitelor de strung. Ascutirea reprezinta una dintre cele mai importante operatii ale procesului tehnologic de fabricatie ale sculelor aschietoare monobloc si cu placute lipite. Calitatea ascutirii determina in principal capacitatea de aschiere a sculei si trebuie sa asigure geometria prescrisa de documentatia tehnica (tabelul 2.2), rugozitatea corespunzatoare a suprafetelor active si a muchiilor aschietoare (tabelul 2.3) precum si pastrarea calitatilor fizico-mecanice ale sculei.
Tabelul 2.2. Precizia de ascutire
|
Denumirea unghiurilor |
Marimea |
Abateri limita |
|||
|
De asezare principale si secundare- |
|
|
|||
|
> |
|
||||
|
De degajare |
|
|
|||
|
> |
|
||||
|
De inclinare al taisului |
< |
|
|||
|
De atac |
< |
|
|||
|
|
||||
|
> |
|
||||
|
Celelalte unghiuri |
< |
|
|||
|
|
|
||||
|
> |
|
Tabelul 2.3. Calitatea suprafetelor ascutite
|
Suprafata |
Rugozitatea Ra [mm] |
|
|
Corp |
Suprafete libere Suprafete de reazem Cozi si alezaje |
|
|
Fete de asezare ale corpurilor |
|
|
|
Fete de asezare si degajare |
ascutite netezite netezite cu pila diamantata |
|
Pentru ascutirea sculelor aschietoare se pot utiliza urmatoarele metode:
metoda abraziva
metode electrice: - prin scantei electrice;
- anodo-mecanica;
-prin contact electric.
metode electrochimice abrazive (combinate).
Dintre aceste metode, ascutirea abraziva are cea mai mare utilizare, datorita universalitatii si simplitatii ei. Aceasta operatie se executa de obicei in doua etape: ascutirea de degrosare si ascutirea de finisare. Dupa ascutire urmeaza netezirea.
Caracteristicile corpurilor abrazive folosite in acest caz ca si regimurile de lucru recomandate sunt date in tabelul 2.4.
 La ascutirea cutitelor cu
placute din carburi metalice trebuie respectat sensul de rotatie
al pietrei fata de scula dinspre varful sculei spre
suprafetele ce urmeaza sa fie ascutite (fig.2.17).
La ascutirea cutitelor cu
placute din carburi metalice trebuie respectat sensul de rotatie
al pietrei fata de scula dinspre varful sculei spre
suprafetele ce urmeaza sa fie ascutite (fig.2.17).
Tabelul 2.4. Caracteristicile corpurilor abrazive folosite la ascutirea cutitelor
|
Material scula |
Felul ascutirii |
Caract. Corpurilor abrazive |
Regimul de ascutire |
|||||
|
Material abraziv |
Liant |
Granu-latia |
Duri - tatea |
Viteza Pietrei V m/s |
Avansul Str. Mm/c.d. |
Racire |
||
|
|
|
|
|
|
|
|
|
|
|
Otel rapid |
Degrosare |
Electro-corindon |
ceramic |
|
K,L |
|
|
Cu sau fara racire |
|
fFnisare |
Electro - corindon |
ceramic |
|
L,M |
|
|
||
|
Carbura metalica |
Degrosare |
Carborund |
ceramic |
|
L,M |
|
|
Cu sau fara racire |
|
Finisare |
Carborund verde |
ceramic |
|
N |
|
|
||
|
Carbura metalica |
Netezire |
Carbura de siliciu verde |
bachelita |
|
M,N |
|
|
Cu racire |
|
Netezire |
Carbura.de bor |
parafina |
|
|
|
|
||
|
Placute mineralo ceramice |
Finisare |
Carbura de siliciu verde |
bachelita |
|
M,N |
|
|
Cu racire |
|
Netezire |
Carbura de bor; diamant |
parafina |
|
|
|
|
||
3.Desfasurarea lucrarii
3.1.Utilajul folosit
masina universala de ascutit UAS 200 A;
dispozitiv pentru ascutit cutite de strung;
aparate pentru masurat parametrii geometrici ai cutitului de strung;
microscop de mana sau lupa.
Pentru incercari si masuratori se vor folosi diverse cutite de strung.
Masina universala de ascutit are posibilitati de deplasare verticala si de rotire in plan orizontal al coloanei ce are fixat pe corpul ei, axul principal al pietrei abrazive, iar masa masinii are posibilitati de deplasare in plan orizontal pe doua directii perpendiculare (longitudinal si transversal).
Dispozitivul de ascutit fig.2.18. este compus dintr-o placa de baza 1 cu ghidaj coada de randunica, prin intermediul careia se fixeaza pe masa masinii. Pe placa de baza se fixeaza prin suruburile 2, turela 3 cu posibilitati de rotire in jurul axei y-y.
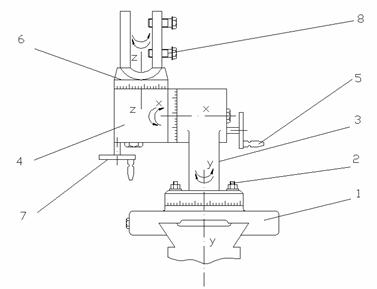
Fig. 2.18. Dispozitiv de ascutit cutite de strung
In corpul turelei 3, se fixeaza piesa 4, ce se poate roti cu ajutorul manetei 7 in jurul axei z-z. Fixarea cutitului in menghina 6, se executa cu ajutorul suruburilor de strangere 8. Citirea unghiurilor se face pe scarile corespunzatoare fiecarei axe de rotire.
3.2. Modul de lucru. In vederea ascutirii se determina mai intai parametrii de reglare ai dispozitivului pentru ascutit cutite de strung functie de valorile parametrilor geometrici optimi ce trebuiesc obtinuti dupa ascutire folosind relatiile:
ctgaf = ctga cos yr - tg lT sinyr (2.1)
tgaf = tgg cosyr - tglT sinyr (2.2)
ctgap = ctga sinyr + tglT cosyr (2.3)
tggp = tg g sinyr + tglT cosyr (2.4)
deduse din figura 2.1.
Functie de parametrii geometrici constructivi pe care dorim sa-i obtinem, se calculeaza valorile unghiurilor cu relatiile 2.1; 2.2; 2.3 si 2.4.
Se fixeaza cutitul in dispozitiv, se regleaza unghiurile kr, af si ap si se executa ascutirea pe fata de asezare principala, apoi se pozitioneaza cutitul corespunzator unghiurilor gf si gp si se executa ascutirea pe fata de degajare.
Dupa ascutirea finala se executa masuratorile pentru parametrii geometrici constructivi cu ajutorul raportorului de masa simplu si a raportorului de masa complex.
In tabelul 2.5. este prezentat procesul tehnologic de ascutire si netezire a unui cutit de strung cu placuta din carburi metalice sinterizate, lipita pe corpul cutitului.
Este de remarcat faptul ca in cazul cutitelor cu placuta lipita, suprafata de degajare poate sa prezinte fateta ca in figura 2.19., sau spargator de aschii ca in figura 2.20.
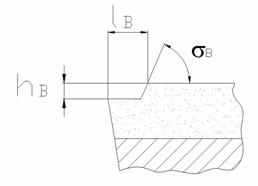
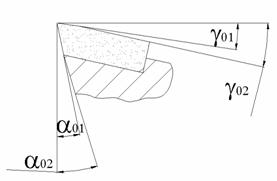
Fig.2.19. Cutit cu placuta pe care se Fig.2.20. Cutit cu placuta pe care se
realizeaza fateta realizeaza un profil pentru ruperea aschiilor
Tabelul 2.5 Procesul tehnologic de ascutire si netezire a unui cutit de strung cu placuta din carburi metalice lipita
|
|
Nr. faza |
Schema ascutirii |
Utilaje si dispoziti-ve auxiliare |
Verifica-re |
Caracteristi-ca pietrelor abrazive si a pastei abrazive |
V [m/s] |
Avans transver-sal ftrans mm/c.d. sau apasare F [N] |
Avans longitu-dinal flong [m/min] |
|
|
I |
|
Ascutirea corpului cutitului pe fata de asezare principala a |
|
Masina de ascutit universala Dispozitiv cu trei scale gradate |
Sablon |
Piatra abraziva 100x50 Granulat.46.durit. K-L Electrocorindon |
|
|
|
|
|
Ascutirea corpului cutitului pe fata de asezare secundara a |
|
Masina -de ascutit universala Dispozitiv cu trei scale gradate |
Sablon |
Piatra abraziva 100x50 Granulat.46.durit. K-L Electrocorindon |
|
|
|
|
|
II |
|
Ascutirea placutei de carburi metalice pe fata de asezare principala a |
|
Masina de ascutit universala Dispozitiv cu trei scale gradate |
Raportor universal |
Piatra abraziva 100x60. carbura de siliciu, liant ceramic, granul.60;durit.I-L |
|
|
|
|
|
Ascutirea placutei de carburi metalice pe fata de asezare secundara a |
|
Masina de ascutit universala Dispozitiv cu trei scale gradate |
Raportor universal |
Piatra abraziva 100x60. carbura de siliciu, liant ceramic, granul.60;durit.I-L |
|
|
|
|
|
|
Ascutirea fetei de degajare g lT |
|
Masina de ascutit universala Dispozitiv cu trei scale gradate |
Raportor universal |
Piatra abraziva 100x60. carbura de siliciu, liant ceramic, granul.60;durit.I-L |
|
|
|
|
|
4 a |
Varianta de cutit cu fateta Ascutirea fatetei pe fata de degajare g lT |
|
Masina de ascutit universala Dispozitiv cu trei scale gradate |
Raportor universal |
Piatra abraziva 100x60. carbura de siliciu, liant ceramic, granul.60;durit.I-L |
|
|
|
|
|
|
4b |
Varianta de cutit cu spargator de aschie Realizarea spargatoru-lui de aschie |
|
Masina de ascutit universala Dispozitiv cu trei scale gradate |
Masina de ascutit universala Dispozitiv cu trei scale gradate |
Disc diamantat cu granulatie 180-220 |
|
|
|
|
III |
|
Rotunjirea varfului cutitului Finisare otel re (1,2 . 2)f Degrosare otel re (3 . 4)f Fonta re mai mare decat in cazul otelului |
|
Dispozitiv special |
Sablon |
Piatra abraziva 100x25 Granulatia 80. Durit.M |
|
|
manual |
|
IV |
|
Netezirea fatei de asezare principala a |
|
Masina de netezire. Manipu-lator de netezire |
Raportor universal |
Disc de fonta cu pasta abraziva. Granulatia 180 - 220 |
|
|
|
|
|
Netezirea fetei de asezare secundara a |
|
Masina de netezire. Manipu-lator de netezire |
Raportor universal |
Disc de fonta cu pasta abraziva. Granulatia 180 - 220 |
|
|
|
|
|
|
Netezirea fatetei de degajare g |
|
Masina de netezire. Manipu-lator de netezire |
Raportor universal |
Disc de fonta cu pasta abraziva. Granulatia 180 - 220 |
|
|
|
|
|
V |
|
Netezirea varfului cutitului re |
|
Masina de netezire. Manipu-lator de netezire |
Sablon |
Disc de fonta cu pasta abraziva. Granulatia 180 - 220 |
|
|
|






4.Prelucrarea si interpretarea rezultatelor experimentale
Rezultatele obtinute se vor trece intr-un tabel de forma tabelului 2.5
Tabelul 2.5. Rezultate experimentale
|
Nr.crt |
Tipul Cutitu-lui |
Parametrii geometrici constructivi |
Parametrii de reglare |
Valorile masurate |
Obs. |
|||||||||
|
ao |
go |
lT |
kr |
ap |
af |
gp |
gf |
aom |
gom |
lTm |
krm |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Se va analiza procesul tehnologic de ascutire si netezire a unui cutit de strung.
5. Concluzii si observatii
Rezultatele masuratorilor se vor compara cu valorile prescrise privind precizia (tabelul 2.2.) si calitatea suprafetelor obtinute (tabelul 2.3).
Se va examina calitatea microgeometriei muchiei ascutite cu ajutorul microscopului de mana sau a lupei si se va face comparatie cu un cutit ascutit manual.
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2025 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Esee pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||