|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Tehnica mecanica
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica Lagare cu alunecare |
Lagare cu alunecare
Lagare cu alunecare
La aceste lagare , fusul se sprijina pe o suprafata cilindric interioara , fie direct , fie prin intermediul unui lubrifiant .
Corpul lagarului are supafata cilindrica in interior si poate fi executat dintr-o bucata -cu o bucsa-sau doua bucati , avand un plan de separatie diametral , pentru a se putea monta pe fusurile intermediare . In mod obijnuit , partea interioara a corpului reprezinta o captuseala - cuzinetul - fixata de corpul lagarului printr-un anumit sistem sau direct prin turnare in niste canale de forma speciala (coada de randunica ).
Fig.3
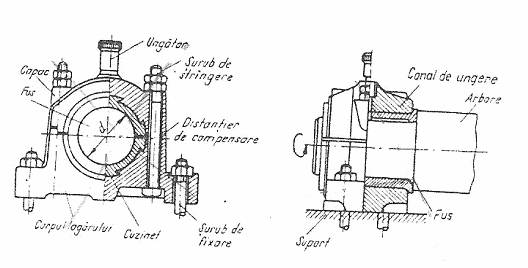
Materialele destinate executarii cuzinetilor trebuie sa aiba : coeficient de frecare redus si o buna rezistenta la uzare (antifrictiune) , capacitate de aderenta superficiala pentru retinerea lubrifiantului , conductivitate termica pentru eliminarea caldurii provenite din frecare , coeficient de dilatatie redus pentru mentinerea preciziei in functionare , proprietati tehnologice (turnare , aschiere , sudare , lipire pentru reparare ) cat mai bune pentru asigurarea eficientei economice .
Materialele pentru cuzineti care satisfac aceste conditii sunt :
aliajele metalice ;
fontele si otelurile ;
- materialele metalice sinterizate ;
materialele bimetalice ;
materialele sintetice nemetalice ;
|
Flacara inelara se realizeaza fie prin reducerea vitezei unui strat de la suprafata vinei,impiedicand in acelasi timp patrunderea flacarii in arzator,fie conducand o parte din vina principala intr-o camera inelara plasand in jurul capului,alimentata prin mai multe orificii prevazute in peretele despartitor.
In primul caz se reduce sectiunea de iesire sau prin ingrosarea peretelui capului pe o mica distanta si apoi se gaureste peretele in lung,paralel cu axa capului,realizandu-se o retea circulara de canale,sau printr-o piesa separata ce se monteaza in capul arzatorului.In acest fel,o parte din gaze sunt obligate sa treaca prin aceste canale cu o viteza redusa arzand apoi la iesirea in imediata apropiere a capului,intoarcerea fiind impiedicata prin racirea in canale.Acest sistem se foloseste de obicei la arzatoarele mici.
In cazul al 2-lea,in locul inelului format din flacari mici,deschiderea circulara,concentrica cu gura arzatorului,formeaza o singura flacara apropiata,care imbraca jetul de gaze.Aceasta solutie este larg intrebuitata la arzatoarele cu asipratie de capacitate mica si mijlocie.
La arzatoarele pentru combustibili lichizi,stabilizarea flacarii(impiedicarea desprinderii) se realizeaza usor printr-o puternica turbionare a aerului care intoarce partial gazele fierbinti.Turbionarea se asigura prin palete dispuse in jurul capului arzatorului,prin placi de stabilizare sau prin sisteme combinate.
Capul arzatoarelor fara flacara se executa in 2 variante de baza:cu tunel,de ardere sau cu membrane poroasa.In ambele cazuri,capul se executa din material refractar rezistent la temperature ridicate(peste 1450 ° C la tunele si 1200°C la membrane) si la socuri termice.
Materialele refractare din magneziu sau din cromita rezista in bune conditii si la timp indelungat la 1400°C.Peste aceasta temperatura se utilizeaza carborundul sau samota cu continut de alumina de peste 75%.Tunelurile de ardere au de obicei forma cilindrica,iar la unele arzatoare de mare capacitate au forma multicelulara.Membranele se executa fie din material cu granule mari,printre care raman spatiile de trecere necesare, fie din material mai compact in care se preseaza canale cilindrice de trecere,cu diametric de 1.3 mm.
Capul,fiind elemental cel mai expus temperaturilor inalte din focar,este racit , la arzatoarele cele mai solicitate termic,cu aer sau cu apa;in acest scop el este prevazut cu aripioare, in cazul racirii cu aer sau cu canale circulare in cazul racirii cu apa.De obicei,capul se executa demontabil pentru a putea fi inlocuit daca se arde.
Arzatoarele se fixeaza pe imbracamintea cuptoarelor sau a cazanelor,cel mai frecvent,prin flanse;acest mod de fixare asigura si posibilitatea unei etansari bune cu placi de
 azbest sau cu sfoara de azbest,conditie
importanta pentru evitarea patrunderii necontrolabile de aer fals care ar mari
execesul de aer,micsorand randamentul arderii.
azbest sau cu sfoara de azbest,conditie
importanta pentru evitarea patrunderii necontrolabile de aer fals care ar mari
execesul de aer,micsorand randamentul arderii.
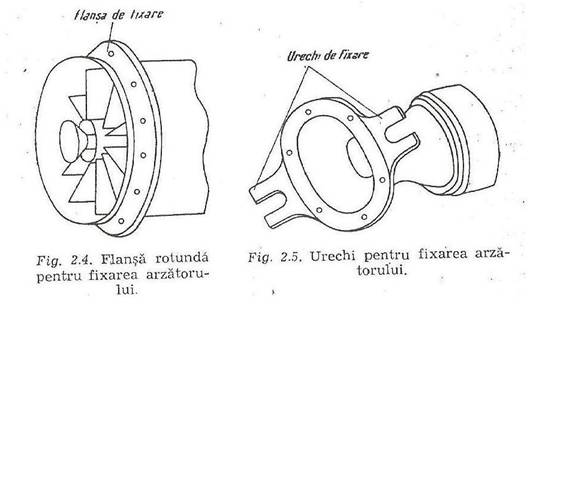
Flansele fac parte din corpul arzatorului sau unori din capul acestuia;forma lor este circulara, patrata sau dreptunghiulara in functie de forma corpului arzatorului.Forma flanselor nu depinde de marimea arzatoarelor.
Urechile pentru fixarea arzatoarelor mici se executa prin turnare impreuna cu corpul.Se prevad 2 urechi asezate simetric pe un guler inelar care asigura si etansarea.
Daca arzatoarele se monteaza distantat fata de peretele cuptorului, urechile se prind de suporti independenti si nu direct pe imbracaminte.
Arzatoarele mici,pentru gaze sau combustibili lichizi,care nu se monteaza etans pe cuptor,se fixeaza prin racordurile de alimentare si sunt sustinute chiar de conducte.
Arzatoarele cu suprafata mare de ardere,care servesc la incalzirea unor cazane de calorifer sau la incalzirea unor suprafete mari,se sprijina pe suporti prevazuti la partea inferioara a focarului sau pe cadrul cutiei de distribuire a aerului.
Dimensiunile racordurilor sunt impuse de debitele si de vitezele admise,iar forma lor de conditiile de realizare a unei curgeri cu pierderi minime si a unei etansari corecte.Mai des utilizate sunt 2 sisteme de racordare:prin mufa sau prin flansa.
Primul se foloseste la arzatoarele mici si mijlocii cu diametre de maximum 4' , in functie de robinete,si numai in cazul fluidelor reci, etansarea se executa cu canepa.
Racordarea prin flanse se foloseste la diametre mari iar in cazul fluidelor preincalzite (gaze sau lichide) , atat la diametre mari cat si la cele mici.
Racordurile se executa prin turnare din profile laminate sudate,in functie de modul de executie al corpului.Sectiunea racordului cu flansa poate fi rotunda,patrata sau dreptunghiulara;ultimele doua forme sunt mai frecvente la racordarea conductelor de aer pentru debite mari.
Ajutaje si organe de pulverizare
La arzatoarele de gaze cu insuflare,un rol important in realizarea amstecului il are modul de introducere a gazului in curentul de aer.La arzatoarele cu aspiratie,aspirarea aerului si turbionarea necesara amestecarii se realizeaza prin injectarea gazului.Aceste functii le indeplineste ajutajul( duza ) .
Importanta formei geometrice a ajutajului este mai mare in cazul aspiratiei aerului,deoarece aceasta depinde de randamentul transformarii energiei potentiale energie cinetica, randament ce depinde la randul sau de coeficientii de debit ai ajutajului,respective de forma lui si de calitatea prelucrarii.Valoarea coeficientului de debit este cuprinsa intre 0,6 si 0,95 .
Valoarea ce se poate realiza in practica cu mijloace obisnuite este de 0,8-0,84.
Realizarea valorii maxime de 0,95 pretinde racordari si prelucrari deosebit de ingrijite.
In diagrama din figura 2.6 este data de dependenta coeficientului de debit µ de conicitatea orificiului ajutajului si valorile coeficientilor cu debit pentru cateva tipuri de ajutaje (a.e);dintre aceste tipuri cel mai utilizat este tipul a, a carui conicitate se poate realiza cu un burghiu spiral obisnuit.
La arzatoarele mari de gaze, injectarea gazului se face din distribuitoare dispuse periferic,printr-un numar mare de orificii care in mod normal nu depasesc diametrul de 6 mm; directia de curgere a gazului este perpendiculara pe aceea a aerului.Ambrazura se executa,fie cilindric fie cu con divergent spre iesire,pentru a realiza o micsorare a vitezei amestecului in camera de ardere.
La arzatoarele de praf de
materialele metalice combinate ;.
La cele mai multe lagare , miscarea de rotatie este asigurata de fusurile arborilor .
In cazul lagarelor obijnuite se disting urmatoarele trei stadii ale frecarii :
frecare uscata , cand contactul este direct intre suprafetele metalice , deci absenta totala a
lubrifiantului ;
frecare semilichida , cand contactul este partial intre suprafetele metalice fus-cuzinet , partial intre suprafetele metalice si lubrifiant ;
frecare lichida (fluida) , cand contactul nu are loc direct intre suprafetele metalice , iar frecarea se produce numai intre straturile de lubrifiant .
Principalele reguli care stau la baza alegerii lubrifiantului necesar ungerii unui mecanism sunt :
tipul mecanismului si presiunea din lagar ; pentru evitarea frecarilor pronuntate la presiuni mici si turatii mari se aleg unsori cu viscozitate redusa , iar la presiuni mari si turatii mici se folosesc lubrifianti cu viscozitate mare ;
punctul de inflamabilitate , temperatura de picurare , temperatura de congelare , care sa iau in consideratie in special pentru lubrifianti necesari lagarelor cu regim special de functionare , le temperaturi diferite de cea normala (20 grade c).
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2025 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Documente online pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||