|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Tehnica mecanica
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica inginerie mecanica - semanatoare autopropulsata |
inginerie mecanica - semanatoare autopropulsata
PROIECT INGINERIE MECANICA - SEMANATOARE AUTOPROPULSATA
ALEGEREA SI JUSTIFICAREA VARIANTEI CONSTRUCTIVE SI A SCHEMEI CINEMATICE
1 ALEGEREA SI JUSTIFICAREA VARIANTEI CONSTRUCTIVE
Masinile de semanat pentru parcele mici si mijlocii se impart ,dupa cum sa vazut si in studiul comparativ , in doua mari grupe :
n grupa masinilor actionate manual ,
n grupa masinilor autopropulsate .
Cele autopropulsate , din punct de vedere constructiv , pot fi de doua feluri :
n masini autopropulsate speciale , echipate cu motoare termice proprii cu puteri de 8 CP ,
n masini de semanat purtate pe tractoare monoax .
In vederea realizarii acestui proiect sa ales varianta masinii autopropulsate speciale cu motor propriu , deoarece prezinta urmatoarele avantaje :
n creste eficienta lucrarii de semanat datorita reducerii consumului de forta de munca manuala ,
n aceasta varianta este mult mai simpla din punct de vedere constructiv fata de varianta de masina de semanat ce lucreaza in agregat cu tractoare monoax ,
n nu necesita achizitionarea unui tractor monoax si de aceea aceasta varianta este si mult mai ieftina,
n intretinerea masinii este mult mai simpla decat in cazul agregatului masina de semanat - tractor monoax,
n dimensiuni mai reduse si manevrare mult mai usoara decat in cazul variantei purtate pe tractoare monoax ,
n poate lucra si pe terenuri in panta ,
2 ALEGEREA SI JUSTIFICAREA SCHEMEI CINEMATICE
Schema cinematica aleasa pentru varianta de masina de semanat autopropulsata cu motor propriu este prezentata mai jos in figura 1 :
Fig. 1
1 - motor termic,
2 - ambreiaj centrifugal ,
3 - reductor melcat ,
4,5 - transmisii prin lant ,
6 - angrenaj cilindric ,
7 - cuplaj ,
8 - agitator,
9 - distribuitori,
10 - tavalug de antrenare si tasare inainte de semanat .
Tavalugul 10 , care este asezat inaintea brazdarelor ( fig . 2 ) , are rolul de a pregati patul germinativ , prin tasarea in profunzime , si are de asemenea rol de sistem de propulsie al masinii .In acest mod se elimina sistemul de propulsie cu roti si transmisia aferenta .
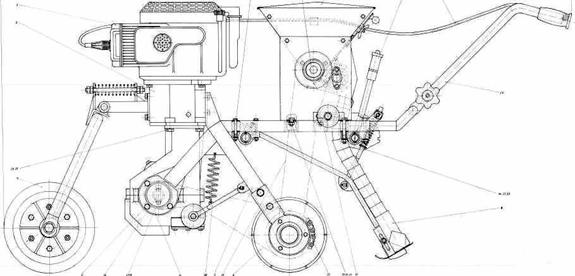
Fig. 2
Tavalugul este actionat de motorul termic prin intermediul unui reductor melcat 3 si a unei transmisii cu lant 4 .
Reductorul melcat are rolul de a reduce turatia ridicata a motorului termic , de a creste cuplul transmis la tavalug si datorita faptului ca acest tip de reductor nu permite transmiterea miscarii decat intr-un singur sens , asigura autofranarea masinii si deci o siguranta in exploatare mult mai mare .Reductoarele melcate se folosesc pentru aceste tipuri de masini pentru puteri mici de 1,47 2,2 kW si au de asemenea si o constructie simpla . Reductorul melcat ales este de tip etans ceea ce va permite protejarea si ungerea permanenta a angrenajului in toate conditiile de exploatare . Transmisia prin lant contribuie de asemenea si la realizarea raportului total de transmitere .
Intre motorul termic 1 si reductorul melcat 3 se monteaza ambreiajul centrifugal automat 2 .
Acest tip de ambreiaj este simplu din punct de vedere constructiv si se decupleaza automat la scaderea turatiei motorului sub o anumita limita .Ambreiajul centrifugal automat este montat pe arborele de iesire al motorului si este protejat de o carcasa . De asemenea acest ambreiaj asigura stationarea masinii cu motorul pornit ceea ce permite reglarea parametrilor motorului si faciliteaza manevrarea masinii la capetele de rand in momentul intoarcerii masinii.
Echipamentul de semanat ( fig. 3 )este format din : buncar de seminte , casete de distributie , agitator , mecanism de reglare a normei de semanat , brazdare pentru introducerea semintelor in sol , tuburi de conducere a semintelor de la casetele de distributie la brazdare , mecanism de punere a echipamentului de semanat in pozitie de lucru sau de transport .
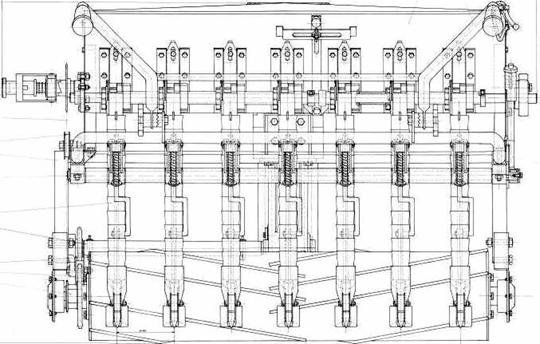
Fig . 3
Casetele de distributie 9 sunt antrenate de tavalugul 10 prin intermediul transmisiei cu lant 5 si a angrenajului cilindric 6 , ceea ce asigura o norma de insamantare constanta cu turatia tavalugului .De asemenea pe arborele de antrenare al agitatorului este montat cuplajul 7 , ce permite intreruperea actionarii distribuitorilor de la tavalugul 10 pe durata curselor in gol ale masinii, evitandu-se in acest fel risipa de seminte.
Distribuitorii folositi sunt de tip cu cilindrii cu caneluri drepte , la care reglarea normei de insamantare se realizeaza prin modificarea lungimii active a canelurilor . Acest tip de distribuitor are o constructie simpla si este usor de folosit pentru majoritatea tipurilor de seminte .
Agitatorul 8 este actionat de tavalugul 10 prin intermediul transmisiei prin lant 5 .
Brazdarele sunt de tip ancora cu unghi obtuz , sunt articulate pe un ax fixat pe cadrul masinii si sunt mentinute apasat pe sol cu ajutorul unor arcuri elicoidale . Brazdarele sunt de asemenea prevazute cu patine de reglare a adancimii de semanat .
Tavalugul 10 ( fig. 4 ) este prevazut cu nervuri inclinate cu 10o pentru a se mari forta de tractiune si pentru a se micsora patinarea acestuia in raport cu solul .
Sistemul de directie este format dintr-un ghidon fixat pe cadrul masinii printr-un mecanism ce permite reglarea pozitiei pe verticala a acestuia in functie de talia persoanei care deserveste masina
Pe coarne sunt montate parghiile si cablurile de comanda ale motorului si echipamentului de semanat .
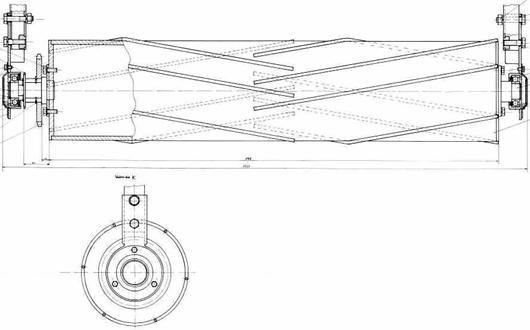
Fig. 4
MEMORIU DE calcul
CALCULUL VITEZEI DE LUCRU A MASINII
VITEZA DE LUCRU , vl , km/h :
vl = vt [Km/h];
Considerand ca in timpul lucrului se realizeaza o patinare maxima admisa de = 15%, valoarea randamentului patinarii este de:
vl = 4,17 · 0,85 = 3,5 [Km/h];
vt - viteza teoretica a masinii ( este egala cu viteza periferica a tavalugului);
vt = ∙ r
viteza unghiulara a tavalugului , [ rad/s ] ;
ω = ![]() ;
;
r = 0,104 [ m ] , raza tavalugului ;
nt - turatia tavalugului , rot/min ;
nt =
![]() ;
;
ne - turatia efectiva a motorului ;
nT = 3600 [ rot/min ] ;
it - raportul de transmitere de la motor la arborele de antrenare al tavalugului ;
it = ir ∙ il = 22 ∙ 2 = 44 ;
ir = 22 - raportul de transmitere al reductorului melcat ;
il = 2 - raportul de transmitere al transmisiei cu lant de la reductorul melcat la arborele de antrenare al tavalugului ;
nt =
![]() [ rot/min ] ;
[ rot/min ] ;
ω = ![]() rad/s ] ;
rad/s ] ;
vt = 8,56 ∙ 0,104 = 0,89 [ m/s ] = 3,24 [ km/h ] ;
vl = 3,24 ∙ 0,85 = 2,75 [ km/h ] ;
calculul capacitatii de lucru a MASINII :
Capacitatea de lucru efectiva este data de relatia:
We = 0,1 · vl · Bl [ha/h];
vl - viteza de lucru a agregatului [Km/h];
vl 2,75 [ km/h ] ;
Bl - latimea de lucru a masinii [m];
Bl = KB · Bl constructiv [m];
KB - coeficient de utilizare a latimii de lucru;
In cazul lucrarilor de semanat plante furajere si cereale KB
Bl = Bl constructiv [m];
Bl constructiv = 0,875 [m];
We = 0,1 · 2,75 · 0,875 = 0,240 [ha/h];
Capacitatea de lucru la timpul de productie Wlucru , se calculeaza cu relatia:
Wlucru = K · We
K - coeficient de folosire a timpului de lucru;
K
Se adopta K
Wlucru = 0,9 · 0,240 = 0,21 [ha/h];
calculul presiunii realizate de catre tavalugul masinii de semanat asupra solului.
Cunoasterea apasarii pe unitatea de suprafata, ne ajuta sa apreciem atat efectul de tasare cat si gradul de tasare al tavalugului.
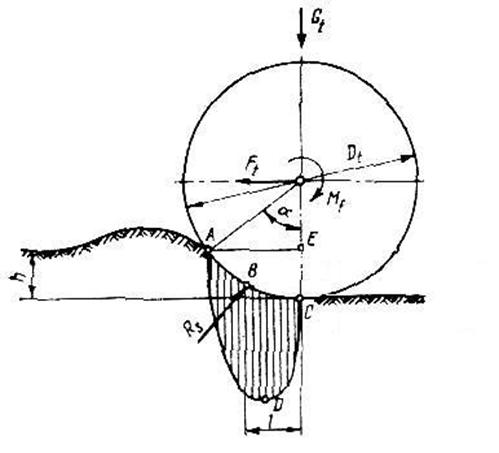
Fig. 1 - Schema procesului de lucru executat de tavalug
Apasarea pe unitatea de suprafata pentru tavalugul anterior (p0a), poate fi apreciata cu aproximatie cu relatia:
p0a
= ![]() [daN/cm
[daN/cm
Gt - greutatea totala (tavalug + cadru + echipament semanat) [N];
Gt = 1400 [N];
Bt - latimea tavalugului [mm];
Bt = 875 [mm];
LAC - lungimea coardei AC [mm];
LAC = r · sin [mm];
r - raza tavalugului [mm];
r = 104 [mm];
- unghiul de contact;
Se adopta
LAC =104 · sin20 [mm];
p0a
= ![]() [N/m
[N/m
p0a = 56[N/mm
p0a [Pa] ≥ pa [Pa];
Calculul transmisiei
Calculul angrenajului melcat (reductor melcat):
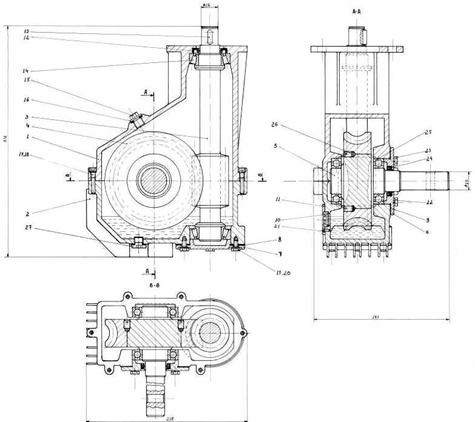
Fig. 2
1.1 Date de proiectare :
Puterea nominala de transmis :
P=2,57 kW ;
Turatia de intrare ( turatia melcului ):
n1= 3600 rot./min ;
Raportul de angrenare :
idat= 22 ;
Durata minima de functionare a angrenajului :
Lh=30000 ore ;
Conditii de functionare ale angrenajului :
Solicitare cu socuri moderate ;
factorul regimului de functionare :
ka = 1,8 ;
Profilul de referinta al arborelui in sectiune axiala :
α=20° ; h*a= 1 ; c*=0.25.
1.2 Alegerea materialelor si a tensiunilor limita :
Alegerea materialelor melcului si a rotii melcate; alegerea tratamentului termic :
Melc : 21 Mo Mn Cr 12, cementat si calit la 60 HRC cu, σr1 = 880 [ MPa ] si σo21 = 410 [ MPa ] ;
Roata melcata : CuSn 14, cu σr2 = 280 [ MPa ] .
Tensiunile limita pentru solicitarea de contact, respectiv de incovoiere:
σHlim = 182 [ MPa ] ;
σFlim = 78 [ MPa ] .
1.3 Calculul de dimensionare si verificare :
Numarul de inceputuri ale melcului, z1 si numarul de dinti ai rotii dintate z2 :
z1 = 1 , pentru idat = 22 ;
z2 = z1·idat = 1![]() dinti ;
dinti ;
Raportul real de angrenare , i :
![]() ;
;
Coeficientul diametral al melcului , q :
q ![]() ;
;
Se adopta q=8 ;
Factorul de elasticitate al materialelor rotilor , ZE :
![]() ;
;
Unghiul elicei de referinta ,
![]() ;
;
Factorul zonei de contact ,ZH :
 ;
;
Factorul regimului de functionare , KA :
KA = 1.80 ;
Factorul dinamic , KV :
KV = 1.20 ;
Factorul de repartizare a sarcinii pe latimea danturii, pentru solicitarea de
contact ,KHβ:
KHβ=1 ;
Momentul de torsiune la arborele rotii melcate , T2 :
![]() = momentul de torsiune la arborele melcului (este
egal cu momentul
= momentul de torsiune la arborele melcului (este
egal cu momentul
maxim al motorului termic ales) ;
![]() = 8,5 [ Nm ] = 8500 [ Nmm ] (la 2400 rot/min) ,
= 8,5 [ Nm ] = 8500 [ Nmm ] (la 2400 rot/min) ,
η = randamentul angrenajului melcat ;
η = 0,6 . 0,8 ;
Pentru z1 = 1 se alege η = 0,7 ;
Tensiunea admisibila pentru solicitarea de contact , HP2
![]() ;
;
Calculul geometric al angrenajului melcat :

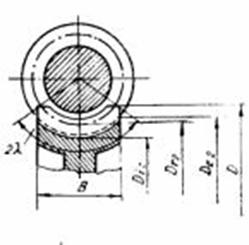
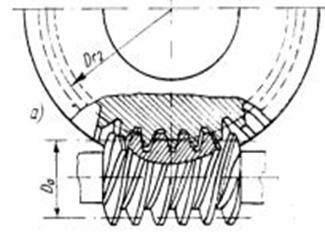
Fig. 3
Distanta dintre axe , aw :
|
x=0 la dimensionare .
Modulul axial , mx :
![]() ( Conform STAS
822 ) ;
( Conform STAS
822 ) ;
Coeficientul deplasarii de profil al rotii melcate , x :
![]() ;
;
x apartine [ -0,5 . .. 0,5];
Diametrul de referinta al melcului , d01 :
![]() ;
;
Diametrele cercurilor de divizare , d1 si d2 :
d1 = mx · ( q + 2 · x ) = 5 · ( 8 + 2 · 0.2 ) = 42 [ mm ] ;
d2 = mx · z2 = 5 · 22 = 110 mm
Diametrele cercurilor de cap , da1 si da2 :
da1 = mx · ( q + 2 · ha* ) = 5 · ( 8 + 2 · 1 ) = 50 [ mm ];
da2 = mx · ( z2 + q + 2 · ha* ) = 5 · ( 22 + 8 + 2 · 1 ) = 122 [ mm ];
Diametrele cercurilor de picior , df1 si df2 :
df1 = mx · ( q - 2 · ha* - 2 · c* ) = 5 · ( 8 - 2 ·1 - 2 · 0.25 ) = 28 [ mm ] ;
df2 = mx · ( z2 - 2 · ha* - 2 · c* + 2 · x ) = 5 · ( 22 - 2 ·1 - 2 · 0.25 + 2 · 0.20 ) = 100 [mm];
Diametrul exterior al rotii , de2 :
de2 = da2 + 2 · mx = 122 + 2 · 5 = 132 [ mm] ;
Latimea rotii melcate , b2 :
b2 = 0.75 · da1 = 0.75 · 50 = 37 [ mm ] ;
Lungimea melcului , b1 :
b1 = ( 11 + 0.1 · z2 ) · mx = ( 11 + 0.1 · 22 ) · 5 = 60 [ mm ] ;
Viteza periferica a melcului, respectiv a rotii melcate , v1 si v2 :
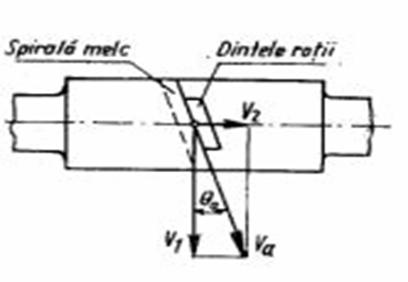
Fig. 4 .Schema vitezelor la angrenajul melcat .
Viteza de alunecare , v1,2 :
![]() ;
;
Tensiunea efectiva de contact σH :
Fig. 5. Dispozitia liniilor de contact la angrenajul melcat.
Numarul de dinti al rotii echivalente rotii melcate zn2 :
![]() ;
;
Factorul de forma al dintelui rotii melcate pentru solicitarea de incovoiere,yFa2 :
![]() ;
;
Factorul inclinarii dintilor pentru solicitarea de incovoiere yB :
![]() ;
;
Tensiunea maxima de incovoiere pentru dintele rotii melcate , σF2 :
Tensiunea admisibila pentru solicitarea de incovoiere , σFp2 :
![]() ;
;
pentru:
 ;
;
Temperatura maxima atinsa de lubrifiant in cazul functionarii in regim stationar , t :
unde:
Kt = ( 14 . .18 ) [ W/m2 grad ] , pentru o circulatie buna a aerului;
Kt = 18;
Ψ ≤ 0,3 = 0,3;
s = 0,8 - suprafata libera a carcasei la care se adauga 50% din
suprafata nervurilor ;
t0 = 200C - temperatura mediului ambiant;
t = 55 0C < tmax = ( 60 - 70°C).
1.5. Elemente de control, abateri si tolerante tehnologice:
Pasul axial si frontal al melcului, respectiv al rotii melcate ,Px si Pt :
Grosimea spirei melcului pe coarda de contact, in sectiune normala
respectiv frontala , s-n si s-t :
Abaterea limita a pasului axial la melc si frontal la roata melcata , fpx si fpt :
unde:
A1 = 1,2 ;
A2 =9,0 ; pentru treapta de precizie 7.
A3 = 0,9 ;
A4 = 11,2 ;
Toleranta bataii radiale a danturii melcului si a rotii melcate,abaterea limita a distantei dintre axe :
unde :
A5 = 0,07 ;
A6 =16 ; pentru treapta de precizie 7.
A7 = 14 ;
A8 = 11 ;
Abaterea minima a grosimii spirei melcului pe coarda de contact E :
![]() ;
;
Toleranta la grosimea melcului pe coarda de contact ,Ts :
![]() ;
;
Jocul minim dintre flancuri , jmin :
![]() ;
;
Calculul fortelor din angrenajul melcat :
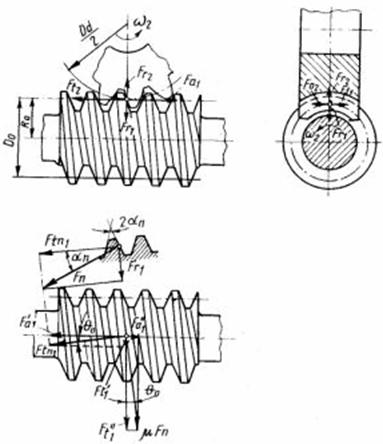
Fig. 6. Schema fortelor la angrenajul melcat.
Calculul fortelor tangentiale :
a) Forta tangentiala de pe melc:
unde:
T1 = 8500 N·mm - momentul de torsiune la arborele melcului;
d1 = 42 mm - diametrul de divizare al melcului.
b) Forta tangentiala de pe roata melcata:
![]()
unde:
T2 =130900 N mm - momentul de torsiune la arborele rotii melcate;
d2 = 110 mm - diametrul de divizare al rotii melcate;
Calculul fortelor axiale
a) Forta axiala din melc:
Fa1 = Ft2 = 2380 [ N ] ;
b) Forta axiala de la roata melcata:
Fa2 = Ft1 = 405 [ N ] ;
Calculul fortelor radiale:
a) Forta radiala din melc:
unghiul φ' - unghiul redus de frecare,
![]() ;
;
μ - coeficientul de frecare,
μ=0,016.
unghiul αn - unghiul de presiune normal de divizare;
![]() ;
;
unghiul γ = 7,125 - unghiul elicei de referinta;
z1 - numar de inceputuri ale melcului;
z1 = 1;
q - coeficientul diametral al melcului;
q = 8 .
a) Forta radiala de la roata melcata:
![]() ;
;
1.7. Calculul de rezistenta, dimensionare si verificare a arborelui de intrare al reductorului melcat
Dimensionarea arborelui melcului:
 ;
;
Se alege d1 = 22 mm ; d1 = diametrul arborelui melcului;
Arborele melcului:
a) In plan orizontal [ H ] :
Fig . 7.
Ft1 = 405 [ N ]; Fr1 = 868 [ N ];
Fa1 = 2380 [ N ]; d1 = 22 [ mm ];
![]() ;
;
∑M1 = 0 <=> Y2 ( l1 + l2 ) - Ft1∙ l1 = 0;
Y2 = ![]() [N] ;
[N] ;
∑M3 =0 <=> Y1( l1 + l2 ) - Ft1∙ l2 = 0;
Y1= ![]() [N] ;
[N] ;
Verificare: Y2 + Y1= Ft1 ;
288 + 117 = 405 [ N ] ;
M3 = 0 [ Nmm ] ;
M2 = Y1 ∙ l1 = Y2∙ l2 = 117 ∙ 160 = 288 ∙ 65 = 18720 [ Nmm ] ;
M1 = 0 [ Nmm ] ;
b) In plan vertical [ V ] :
Fig. 8
∑M1 = 0 <=> Y2 ( l1 + l2 ) - Fr1∙ l1 + Ma1 = 0;
Y2 =![]() [ N ] ;
[ N ] ;
∑M3 =0 <=> Y1 ( l1 + l2 ) - Fr1∙ l2 - Ma1 = 0 ;
Y1= ![]() [ N ] ;
[ N ] ;
Verificare: Y2 + Y1= Fr1 ;
501 + 367 = 868 [ N ] ;
M3 = 0 [ Nmm ] ;
M2st = Y1 ∙ l1 = 367 ∙ 160 = 58720 [ Nmm ] ;
M2dr = Y1 ∙ l1 - Ma1 = 367 ∙ 160 - 26180 = 32540 [ Nmm ] ;
M1 = 0 [ Nmm ] ;
Calculul momentului de incovoiere Mi1max :
![]() ;
;
Calculul tensiunii de incovoiere ,σi :
![]() [ N/mm2 ]
[ N/mm2 ]
Wy - modul de rezistenta axial , mm3 :
![]() [ mm3 ] ;
[ mm3 ] ;
Calculul tensiunii de tractiune , σt , N/mm2
![]() [ N/mm2 ];
[ N/mm2 ];
A - aria sectiunii arborelui , mm2 :
![]() [ mm2 ] ;
[ mm2 ] ;
Calculul tensiunii de torsiune, τ t , MPa :
![]() [ MPa ] ;
[ MPa ] ;
Mt = T1 = 8500 [ Nmm ] ;
Wp - modul de rezistenta polar , mm3 :
![]() [ mm3 ]
[ mm3 ]
Calculul momentului echivalent , Me1 :
![]() [ Nmm ] ;
[ Nmm ] ;
Calculul diametrului minim necesar , dmin :
 [ mm ].
[ mm ].
1.8. Verificarea rulmentilor arborelui rotii melcate:
Se aleg pentru ambele capete ale arborelui rulmenti radiali cu bile 6207 RS STAS 3041.
Se verifica doar rulmentul supus la solicitarile mai mari.
- Sarcina dinamica echivalenta:
![]() [ N ] ;
[ N ] ;
- Durabilitatea impusa rulmentului:
![]() ;
;
Capacitatea dinamica necesara a rulmentului:
![]() ,
,
![]() .
.
1.9. Calculul penei arborelui de intrare :
Se va dimensiona pana din capatul arborelui de intrare al reductorului melcat ( arborele melcat ) :
Dimensionarea se va face din conditia de rezistenta la strivire a penei .
Din STAS 1004 se alege pentru diametrul de 22 mm al arborelui in zona de montare a penei: - latimea penei , b = 6 mm,
inaltimea penei , h = 6 mm ;
![]() ;
;
lc = lungimea de calcul a penei ;
σ ast = tensiunea maxima admisibila la strivire;
σ ast = 100 [ MPa ] ;
![]() .
.
l = lungimea penei ;
Din STAS 1004 se alege pana A 6x6x20 .
Verificarea la forfecare a penei :
![]() ;
;
![]() ;
;
af = tensiunea maxima admisibila la forfecare ;
af = 70 [ MPa ] .
2. Calculul transmisiei cu lant :
Se calculeaza transmisia cu lant de la reductorul melcat la tavalugul de antrenare .
Date initiale:
puterea P = 2,57 [Kw];
turatia maxima n = 164 [rot/min];
raportul de transmitere pentru roata mica (z ) si roata mare (z ), componente ale primei transmisii cu lant, se adopta i = 2;
numarul de dinti ai rotii mici, z
Se adopta: z = 13 dinti ;
numarul de dinti ai rotii mari , z
z = z · i = 13 · 2 = 26 dinti (roata de lant montata pe arborele tavalugului);
z = 30 dinti z2max = 120 dinti (pentru lantul cu role);
pasul, p, [mm]:
p  [mm];
[mm];
p ![]() [mm];
[mm];
p 67,5 [mm];
Din STAS 5.174 - 66, se alege lant 12 A, cu pasul p = 19,05;
viteza medie, Vm, [m/s]:
Vm =
![]() < Vmax [m/s];
< Vmax [m/s];
Vm =
![]() [m/s];
[m/s];
Vmax = 15 [m/s];
Vm = 6,9 [m/s] < Vmax = 15 [m/s];
forta utila admisibila, Fua [daN]:
Fua = As![]() [daN];
[daN];
As= a2 ·d2
As = 17,88 · 5,99 ;
As = 107,10 [mm2 ] = 1,07 [ cm2 ];
pa - presiunea admisibila in articulatiile lanturilor [daN/cm
Pentru turatii intre 50 . 200 [rot/min] ale rotii mici, si pentru un pas p cuprins intre
19,05 si 24,4, pa are valoarea:
pa = 300 [daN/cm
Ke = Kd · KA · Ki · Kr · Kn · Kf
Kd = 1,3 (pentru sarcini cu socuri);
KA = 1,25 (pentru As < 25 · p);
Ki = 1 (pentru inclinari ale liniei centrelor rotilor pana la 60
Kr = 1,1 (la transmisiile la care se folosesc roti sau role de intindere );
Kn = 1,5 (pentru ungere periodica);
Kf = 1 (pentru functionare intr-un schimb);
Ke
Ke
Fua = 1,07 · ![]() [daN];
[daN];
Fua = 120 [daN];
puterea utila admisibila, Pua, [kW]:
Pua = Fua · ![]() > Pdat [kW];
> Pdat [kW];
Pdat = 2,75 [kW];
Pua = 120·![]() [kW];
[kW];
Pua = 8,28 [kW];
Pua = 8,28 [kW] > Pdat = 2,75 [kW];
distanta dintre axe , Al, [mm]:
Al = 20 · p [mm];
Al = 20 · 19,05 [mm];
Al = 381 [mm];
numarul de zale, W:
W =  ;
;
W = ;
;
W = 60 zale;
lungimea lantului, L, [mm]:
L = W · p [mm];
L = 60 · 19,05 [mm];
L = 1143 [mm];
forta din ramura pasiva a lantului, F , [daN]:
F = Fq + Fc [daN];
Fq = Kp ·
q · ![]() [daN];
[daN];
Kp = 4 (pentru tansmisii inclinate pana la 40o);
q = 0,981 · m;
q = 0,981 · 1,52;
q = 1,5;
Fq =
4 · 1,5 · ![]() [daN];
[daN];
Fq = 2,286 [daN];
Fc =
![]() [daN];
[daN];
g = 9,81 [m/s
Fc =
![]() [daN];
[daN];
Fc = 1,05 [daN];
F = 2,286 + 1,05 [daN];
F = 3,34 [daN];
forta utila, Fu, [daN]:
Fu =
![]() [daN];
[daN];
Dd =  [mm];
[mm];
Fu =
![]() [daN];
[daN];
Fu = 40,25 [daN];
forta din ramura activa a lantului, F , [daN]:
F = Fu + F [daN];
F = 40,25 + 3,34 [daN];
F = 43,59 [daN];
coeficientul de siguranta la rupere , c :
c = ![]() ;
;
c = 71 > ca= 7 . . .14 ;
forta care actioneaza asupra arborilor, Q, [daN]:
Q = Kg · Fu [daN];
Kg = 1,15 (pentru transmisii orizontale);
Q = 1,15 · 71
Q = 81,65 [daN];
.
elemente de calcul economic aferente utilajului proiectat
A. costul de productie al utilajului:
Costul materiilor prime, materialelor, subansamblurilor:
Cm
Costul energiei electrice consumate la fabricarea utilajului:
Ce = 1.000.000 lei;
Salariile participantilor la fabricarea produsului ( Cs
Cs = 20.000.000 lei;
CAS pe salariile directe ,CAS (22,5% din Cs ):
CAS = 0,225 · Cs lei;
CAS = 0,225 · 20.000.000 lei;
CAS = 500.000 lei;
Contributii la fondul de somaj ,Cs (5% din Cs):
Cs = 0,05 · Cs lei;
Cs = 0,05 · 20.000.000 lei;
Cs = 1.000.000 lei;
Contributii la fondul de sanatate, CCASS (7% din Cs):
CCASS = 0,07 · Cs lei;
CCASS = 0,07 · 20.000.000 lei;
CCASS = 1.400.000 lei;
Cheltuieli de regie , CR (20 . 50% din Cs+ CAS + Cs + CCASS):
CR = 0,3 · (Cs + CAS + Cs + CCASS) lei;
CR = 0,3 · 26.900.000 lei;
CR = 8.070.000 lei;
Costul de productie al utilajului ( CP ):
CP = Cm + Ce + Cs + CAS + Cs + CCASS + CR
CP = 40.000.000 +1.000.000+20.00000+500.000+1.000.000+1.000.000+8.070.000
CP = 75.970.000 lei
B. pretul de productie al utilajului:
Beneficiul intreprinderii care fabrica utilajul (10 . 30% din CP):
B = 0,10 · CP lei;
B = 0,10 · 75.970.000 lei;
B = 7.597.000 lei;
Pretul de productie al utilajului (CP + B):
PP = CP + B
PP = 75.970.000 + 7.597.000 lei;
PP = 8567.000 lei;
C. pretul de vanzare al utilajului:
TVA pentru utilaj (19% din PP):
TVA = 0,19 · 8567.000 lei;
TVA = 15.877.730 lei;
Pretul de vanzare al utilajului (PP + TVA):
PV = PP + TVA
PV = 8567.000 + 15.877.730 lei;
PV = 99.44730 lei;
D. pretul de vanzare cu amanuntul al utilajului:
Adaosul comercial al comerciantului (10 . 30% din PV):
AC = 0,10 · 99.44730 lei
AC = 9.94473 lei
Pretul de vanzare cu amanuntul (PVA):
PVA = PV + AC
PVA = 99.44730 + 9.94473 lei;
PVA = 109.389.203 lei;
E. CHELTUIELI de amortizare ale utilajului:
Durata mentinerii utilajului in exploatare:
D = 10 ani;
Cheltuieli de amortizare (CA):
CA = PVA / D lei;
CA =109.389.203 / 10 lei;
CA = 10.938.920 lei;
F. cheltuieli cu exploatarea anuala a utilajului:
Salariile muncitorilor care deservesc utilajul (pe an):
S = 10.000.000 lei;
Cheltuieli anuale cu intretinerea utilajului (ci):
ci = 1525% din PVA lei;
ci = 0,15 ·109.389.203 lei;
ci = 16.408.380 lei;
Cheltuieli anuale cu repararea utilajului (CR):
cR = 1525% din PVA lei;
cR = 0,15 ·109.389.203 lei;
CR =16.408.380 lei;
Cheltuieli cu exploatarea utilajului (CE):
cE = S + ci + CR lei;
cE = 25.000.000 +27.188.673 + 27.188.673 lei;
cE = 42.816.760 lei;
G. cheltuieli totale anuale cu utilajul:
Cheltuielile totale anuale (CTA):
cTA = CA + CE lei;
CTA = 10.938.920 + 42.816.760 lei;
CTA = 5755.680 lei.
6. PROCESUL TEHNOLOGIC DE EXECUTIE A ARBORELUI MELCAT
AL REDUCTORULUI
Semifabricatul din care se realizeaza arborele melcat al reductorului, fig . 6.1 , este o bara din otel aliat 21 Mo Mn Cr 12 cu diametrul de 60 mm.
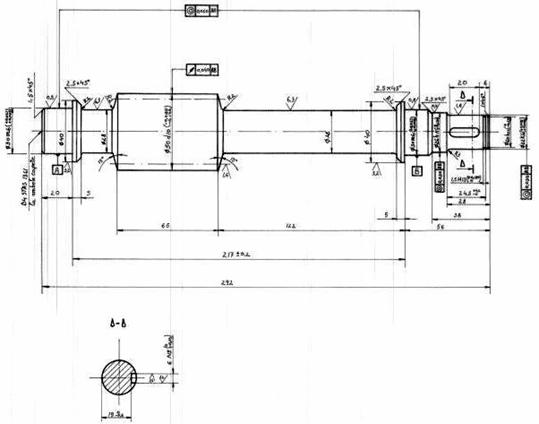
Fig. 6.1
Procesul tehnologic de executie a arborelui cuprinde urmatoarea succesiune de faze si operatii :
10. DEBITARE ,
 Fig.
6.2.
Fig.
6.2.
Masina unealta folosita: Strung normal SN 400 x 1500;
Scule si dispozitive folosite:
cutite de debitat;
universal.
20. STRUNJIRE FRONTALA DE DEGROSARE ,
30. CENTRUIRE,
40. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE, la Ø 53 x 125,
 Fig. 6.
Fig. 6.
Masina unealta folosita: Strung normal SN 400 x 1500;
Scule si dispozitive folosite:
cutit incovoiat K32,
cutit drept ,
burghiu de centruit;
universal.
Determinarea parametrilor de aschiere si a normei tehnice de timp pentru operatia 40:
strunjire cilindrica exterioara de degrosare la Ø 53 x 125 mm
6.1.Stabilirea sculei aschietoare :
Se alege dupa STAS 6377 cutit incovoiat pentru degrosat K 32.
6.2.
Stabilirea adancimii de aschiere , ![]() :
:
![]() ,
,
in care:![]() - diametrul maxim al semifabricatului, 60 mm;
- diametrul maxim al semifabricatului, 60 mm;
![]() - diametrul la care trebuie sa se prelucreze,
- diametrul la care trebuie sa se prelucreze,
![]() ;
;
![]() ;
;
![]() . Pentru calcule se adopta
. Pentru calcule se adopta ![]() .
.
6.
Stabilirea avansului de aschiere , ![]() :
:
Din tabelul 9.1 (vezi bibliografie 8.) se
preia ![]() , se adopta
, se adopta ![]() si se face
corectia:
si se face
corectia:![]() , in care
, in care ![]() coeficient pentru prelucrarea suprafetelor intrerupte.
S-a ales
coeficient pentru prelucrarea suprafetelor intrerupte.
S-a ales ![]() .
.
Din tabelul 10.1 se alege avansul real ![]() .
.
6.
Stabilirea durabilitatii sculei aschietoare , ![]() :
:
Din tabelul 9.10 se alege ![]() ;
;
6.5.
Uzura admisibila a taisului sculei , ![]() :
:
Din tabelul 9.11 se alege ![]() , se adopta
, se adopta ![]() ;
;
6.6.
Stabilirea vitezei de aschiere, ![]() :
:
Din tabelul 9.15 se aleg:
Se face urmatoarea corectie:![]() ;
;
in care: ![]() - pentru
- pentru ![]() ;
;
![]() - pentru semifabricat laminat;
- pentru semifabricat laminat;
![]() ;
;
![]() - pentru
- pentru ![]() .
.
![]() .
.
![]() ,
,
in
care:![]() diametrul de prelucrat.
diametrul de prelucrat.
Din tabelul 10.1 se alege ![]() ;
;
Viteza reala se determina cu relatia:
![]() ;
;
Se face verificarea:
 .
.
![]() . Conditia este indeplinita, prelucrarea se poate
realiza.
. Conditia este indeplinita, prelucrarea se poate
realiza.
6.7.
Stabilirea puterii reale de antrenare, ![]() :
:
Puterea reala se determina cu relatia:
![]() , unde
, unde ![]() . Se adopta
. Se adopta ![]() .
.
![]() .
.
Concluzie
Executia prelucrari operatiei 40. strunjire de degrosare se poate realiza pe strung
![]() cu parametrii:
cu parametrii:
6.8. Stabilirea normei tehnice de timp :
Din tabelul 11.1 luam timpul unitar
incomplet ![]() .
.
Se face urmatoarea corectie:
![]() , unde:
, unde:
![]() - pentru
- pentru ![]() ;
;
![]() - in functie de starea semifabricatului;
- in functie de starea semifabricatului;
![]() ;
;
![]() .
.
DESPRINS , INTORS , ORIENTAT SI FIXAT IN POZITIA III
50. STRUNJIRE FRONTALA DE DEGROSARE ,
60. CENTRUIRE,
70. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la Ø 36 x 18,
80. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la Ø 44 x 5,
90. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la Ø 32 x 20,
100. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la Ø 53 x 75,
110. STRUNJIRE CILINDRICA EXTERIOARA DE FINISARE, la Ø 32 x 18,
120. STRUNJIRE CILINDRICA EXTERIOARA DE FINISARE , la Ø 40 x 5,
130. STRUNJIRE CILINDRICA EXTERIOARA DE FINISARE , la Ø 28 x 20,
Fig. 6.
Masina unealta folosita: Strung normal SN 400 x 1500;
Scule si dispozitive folosite:
cutit drept,
cutit incovoiat K32,
burghiu de centruit;
- universal.
140. TESIRE 1,5 X 45O,
150. TESIRE 1,5 X 45O ,
160. STRUNJIRE FRONTALA DE FINISARE ,
170. RACORDARE R2,
180. RACORDARE R2,
190. STRUNJIRE CONICA 15O ,
Fig. 6.5.
Masina unealta folosita: Strung normal SN 400 x 1500;
Scule si dispozitive folosite:
cutit drept;
cutit lateral;
universal.
DESPRINS , INTORS , ORIENTAT SI FIXAT IN POZITIA V
200. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la Ø 24 x 26,
210. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la Ø 30 x 10,
220. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la Ø 36 x 21,
230. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la Ø 44 x 5,
240. STRUNJIRE CILINDRICA EXTERIOARA DE DEGROSARE , la Ø 32 x 115 ,
 Fig. 6.6.
Fig. 6.6.
Masina unealta folosita: Strung normal SN 400 x 1500;
Scule si dispozitive folosite:
cutit incovoiat K32,
- universal,
papusa mobila ,
varf rotativ.
250. STRUNJIRE CILINDRICA EXTERIOARA DE FINISARE, la Ø 2 x 26,
260. STRUNJIRE CILINDRICA EXTERIOARA DE FINISARE , la Ø 24 x 10,
270. STRUNJIRE CILINDRICA EXTERIOARA DE FINISARE , la Ø 32 x 20,
280. STRUNJIRE CILINDRICA EXTERIOARA DE FINISARE , la Ø 28 x 115,
290. STRUNJIRE FRONTALA DE FINISARE ,
300. TESIRE 1 X 45O,
310. TESIRE 2,5 X 45O ,
320. TESIRE 2,5 X 45O ,
330. RACORDARE R2 ,
340. RACORDARE R2,
350. RACORDARE R2,
360. STRUNJIRE CONICA 15O ,
370. DEGAJARE Ø 20 x 1,5,
Fig.6.7.
Masina unealta folosita: Strung normal SN 400 x 1500;
Scule si dispozitive folosite:
cutit drept
cutit frontal
cutit pentru degajat
- universal
papusa mobila
varf rotativ
DESPRINS , ORIENTAT SI FIXAT PE MASINA DE FREZAT UNIVERSALA
380. FREZARE CANAL PANA ,
Fig. 6.8.
Masina unealta folosita: Masina de frezat FU 36 x 1600 ;
Scule si dispozitive folosite:
freza deget Ø 6 ,
menghina.
390. FREZARE PROFIL MELCAT,
 Fig. 6.9.
Fig. 6.9.
Masina unealta folosita: Masina de frezat FU 36 x 1600 ;
Scule si dispozitive folosite:
freza dublu conica .
400. TRATAMENT TERMIC - CEMENTARE + CALIRE,
DESPRINS , ORIENTAT SI FIXAT PE MASINA DE RECTIFICAT UNIVERSALA
410. RECTIFICARE Ø 30 x 20 ,
420. RECTIFICARE Ø 26 x 10,
430. RECTIFICARE Ø 30 x 20,
Fig. 6.10.
440. RECTIFICARE PR0FIL MELCAT.
Fig. 6.11.
Masina unealta folosita: Masina de RECTIFICAT RU 350 ;
Scule si dispozitive folosite:
- piatra de rectificat cilindric exterior ,
- piatra de rectificat profilata .
7.norme de exploatare si de
protectie a muncii
Pentru a asigura o exploatare corespunzatoare a masinii pentru semanat si pentru a se evita accidentele in timpul lucrului , trebuie sa se tina seama de urmatoarele reguli:
Pot lucra cu masina doar acele persoane care cunosc regulile de intretinere si exploatare ale masinii ;
Toate operatiile legate de intretinerile tehnice, de inlaturare a deranjamentelor, curatarea de noroi a masinii, se executa numai cu motorul oprit;
In cazul aprinderii benzinei (incendiu), flacara trebuie stinsa cu extinctorul. Se interzice in mod categoric stingerea cu apa a benzinei aprinse;
Trebuie sa se urmareasca cu atentie ca, in timpul lucrului, sa nu se afle materiale usor inflamabile in apropierea tevii de esapament;
La lucrarile de semanat pe terenuri situate in panta, lucrarea de semanat se face pe curba de nivel.
Operatiile de intretinere si reparatie ale masinii vor fi executate doar de persoane autorizate.
Bibliografie
Dudita, Fl., Mecanisme, Universitatea Transilvania din Brasov, 1978;
Mocanu, V., Optimizarea dinamica si energetica a agregatelor formate din tractoare monoax si masini agricole de recoltat si transport, Teza de Doctorat, Brasov, 1997;
Nitescu, Gh., Nastasoiu, S., Popescu, S., Tractoare - Editia a doua, revazuta si completata, Editura Didactica si Pedagogica, Bucuresti, 1974;
Rus, F., Masini agricole pentru lucrarile solului si intretinerea culturilor, Universitatea Transilvania Brasov, Brasov, 1987.
Scripnic, V., Babiciu, P., Masini agricole, Editura Ceres, Bucuresti, 1979;
Sandru, A., Popescu, S., Cristea, I., Neculaiasa, V., Exploatarea utilajelor agricole, Editura Didactica si Pedagogica, Bucuresti, 1983;
Trandafir, St., Mulea, T., Demetrescu, I., Mecanizarea lucrarilor pe pante, Editura Agrosilvica, Bucuresti, 1969;
Volum Jubiliar - 50 ani de cercetare, Institutul de Cercetare si Productie Pentru Cultura Pajistilor Brasov, Brasov, 1997;
Mecanizarea lucrarilor pe pante de 17 . 20 si peste, Comunicare stiintifica, Institutul de Cercetare Pentru Mecanizarea Agriculturii, Bucuresti, 1963;
Caproiu S. si col, Masini agricole de lucrat solul si semanat , editura Didactica si pedagogica Bucuresti
Ghimbasan Rodica , Bazele agriculturii si mecanizarii in agricultura , editura Universitatii
CH. VASILIU , N . LUPASCU ,Tehnologia reparatiei utilajului agricol , editura Didactica si pedagogica , Bucuresti 1968
Gh . Moldovean , E. Ghisu , A. Jula , Calculul si proiectarea formei arborilor drepti , editura Lux Libris ,1998 ;
A. Ghisu , D.Matiesan , Organe de masini , editura Didactica si pedagogica , Bucuresti 1976 ;
I . Crudu , I. Stefanescu , Reductoare cu roti dintate , editura Didactica si pedagogica , Bucuresti 1982
Prospecte ale firmelor producatoare de semanatori din Romania, Germania, Italia, Franta, Anglia, etc.
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2026 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Analize pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||