|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Tehnica mecanica
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica Proiectarea operatiilor procesului tehnologic |
Proiectarea operatiilor procesului tehnologic
Proiectarea operatiilor procesului tehnologic
Obiectivul acestei etape este de a proiecta fiecare operatie a procesului tehnologic considerat.
Operatiile procesului tehnologic vor fi analizate si proiectate in ordinea din procesul tehnologic. Proiectarea detaliata a unei operatii consta in parcurgerea succesiva a urmatorilor pasi :
A. Intocmirea schitei operatiei
B. Precizarea fazelor de lucru ale operatiei
C. Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic
D. Stabilirea metodei de reglare la dimensiune a sistemului tehnologic
E. Determinarea valorilor parametrilor regimului de lucru
F. Stabilirea componentelor ciclului de munca si determinarea normei de timp
G. Elaborarea programului de comanda numerica
Operatia 10: Strunjire I(degrosare, finisare)
- Schita operatiei:
B. Fazele operatiei:
- Orientarea si fixarea piesei in dispozitiv:
- Indexare turela
Centruire
- Indexare turela;
Gaurire la Ø12.7
- Indexare turela;
Gaurire la Ø20;
- Indexare turela;
Strunjire exterioara de degrosare
- Indexare turela
- Strunjire interioara de degrosare
- Indexare turela
Strunjire interioara de finisare
- Desprins piesa din dispozitiv.
|
Schita operatiei |
Punctele caracteristice/ coordonatele |
X |
Y |
||
|
|
A |
|
|
||
|
B |
|
|
|||
|
N01 G36 XZ T01 01 M03 M06 N02 G00 G96 G27 X0 Z79 S12 F001 N03 G01 Z73 N04 Z79 |
|||||
|
|
A |
|
|
||
|
B |
|
|
|||
|
N05 G36 XZ T02 02 M06 N06 G00 G96 G27 X0 Z79 N07 G01 Z20 N08 G00 Z79 |
|||||
|
|
A |
|
|
||
|
B |
|
|
|||
|
N09 G36 XZ T03 03 M06 N10 G00 G96 G27 X0 Z79 N11 G01 Z20 N12 G00 Z79 |
|||||
|
|
A |
|
|
||
|
B |
|
|
|||
|
C |
|
|
|||
|
D |
|
|
|||
|
E |
|
|
|||
|
F |
|
|
|||
|
G |
|
|
|||
|
H |
|
|
|||
|
N13 G36 XZ T04 04 M06 N14 G00 G96 X15 Z79 S236 F0.410 R2 N15 G01 Z77 N16 X36.065 Z77 N17 G03 X 43.065 Z74 I 74 K 40.065 N18 G01 Z28 N19 G02 X49.065 Z25 I49.065 K28 N20 G01 X116 N21 X118 Z24 N22 G00 X120 Z 79 |
|||||
|
|
A |
|
|
||
|
B |
|
|
|||
|
N23 G36 XZ T05 05 M06 N24 G00 G96 X 23 Z75 S130 F 0.4 N25 G01 X32 N26 G00 23 |
|||||
|
|
A |
|
|
||
|
B |
|
|
|||
|
C |
|
|
|||
|
D |
|
|
|||
|
E |
|
|
|||
|
N27 G36 XZ T06 06 M06 N28 G00 G96 X 15 Z79 S236 F0.410 R2 N29 Z20 N30 X26 N31 G01 Z79 N32 G00 X60 |
|||||
|
|
A |
|
|
||
|
B |
|
|
|||
|
C |
|
|
|||
|
N33 G36 XZ T07 07 M06 N34 G00 G96 X42.305 Z77 N36 G01 Z28 N37 X45 N38 G00 Z79 |
|||||
C. Caracteristicile elementelor sistemului tehnologic
Masina-unealta: GT 400 Strung cu comanda numerica
Caracteristicile tehnologice:
Zona de lucru:
- diametrul de trecere pe deasupra batiulu . . . . . ..mm . . . 470
- diamtrul de trecere pe deasupra saniei transversale . ..mm . . 310
- distanta intre varfuri . . . . . . . . . . . . . ..mm . . 755
- cursa pe axa X-Z . . . . . . . . . . . . . . .mm . 230-650
Antrenarea principala:
- Conul arborelui principal . . . . . . . . . . DIN 55026 . . .A2-6''
- Diametrul interior de rulare . . . . . . . . . mm . . . . . ..110
- Puterea motorului 100% ED . . . . . . . . kw . . . . . 15
- Cuplajul maxim . . . . . . . . . . . . . Nm . . . . . 293
- Plaja de viteze . . . . . . . . . . . . . . .m/min . . . 20-4000
Papusa mobile:
- Diametrul arborelui . . . . . . . . . . . .mm . . . . 95-135
- Conul arborelui . . . . . . . . . . . . . mm . . . ..5
- Forta de impingere a arborelui . . . . . . . . N . . . . . ..9200
Turela:
- Nr. de scule fixe/rotative . . . . . . . . . . . . . . . . .12/12
- Diametrul cozii sculei VDI . . . . . . . . . mm . . . . . . 40
- Puterea sculei rotative . . . . . . . . . . . kw . . . . . . 4
Caracteristicile generale:
- Greutatea . . . . . . . . . . . . . . . . .kg . . . . . . 5000
- Puterea . . . . . . . . . . . . . . . . . KVA . . . . . ..3
Dispozitiv de orientare si fixare a piesei: universal cu trei bacuri;
Sculele de prelucrare sunt: cutite normale de prelucrare prin aschiere, formate din suport si placute schimbabile din carburi metalice, specifice prelucrarilor ce se executa (degrosare/finisare suprafete exterioare si interioare);
Se va utilize pentru alegerea sculelor de strunjit, catalogul firmei SANDVIK COROMANT.
Pentru centruire se utilizeaza centruitorul T01,avand urmatoarele caracteristici
T01- burghiu de centruire, forma A, STAS 1114/2-82, avand urmatoarele dimensiuni:
diametrul D = 3.15 mm;
lungimea totala L = 29.5 mm;
lungimea l = 1.3 mm.
Pentru gaurire se utilizeaza un burghiu T02 de diametrul Ø12.7 si unul T03 de diametru Ø20.
Se va alege un suport de tip R416.22-0127L20-41 cu avans longitudinal , cu 2 placute de tip LCMX 02 02 04C-53 1020.
Pentru strunjirea exterioara cilindrica si plana, cutitul T04, si avand in vedere de asemenea adaosul de prelucrare este recomandat sa se utilizeze sistemul de prindere T-MAXP (placute cu geometrie negativa) fig.1, sistemul CoroTurn RC impunand o sectiune minima a suportului de 20x20 si nu poate fi montat in turela.
De la pagina A5 se va alege o placuta tip C80˚ ,adica o placuta rombica cu unghiul la varf de 80˚(fig.2).
Se va alege un suport de tip PCLNL ce poate lucra atat cu avans longitudinal cat si cu avans transversal, cu un unghi de atac de 95˚(pag. A116) cu placuta tip C (pag A57), fig.3.
Se va alege suportul tip PCLNL 16 16 H 09 care permite realizarea unei adancimi de aschiere ap= 3.5 mm ceea ce este suficient din punct de vedere al adaosului de prelucrare la degrosare.
Semnificatia codului suportului sculei de strunjit:
|
Notatia |
Semnificatia |
|
P |
Fixare pe interior |
|
C |
Placuta rombica cu unghiul la varf de 80˚ |
|
L |
Unghiul de atac Kr= 95˚ |
|
N |
Unghiul de asezare constructive al placutei = 0˚ |
|
L |
Directia de aschiere, spre stanga |
|
|
Inaltimea suportului, 16 mm |
|
16 |
Latimea suportului, 16 mm |
|
H |
Lungimea suportului, 100mm |
|
09 |
Dimensiunea caracteristica a placutei, 9 mm |
Se va alege tipul placutei si nuanta de carbura
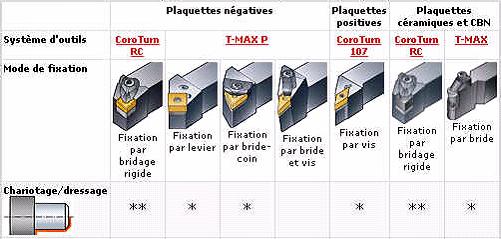
Fig. 1 sisteme de prindere a placutelor in support
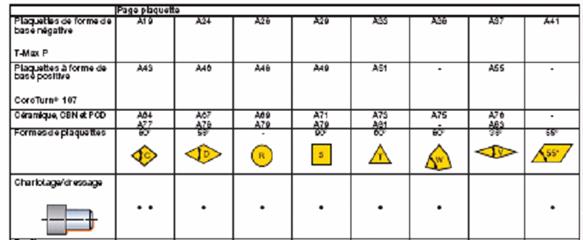
Fig. 2 tipurile de placute in functie de forma lor
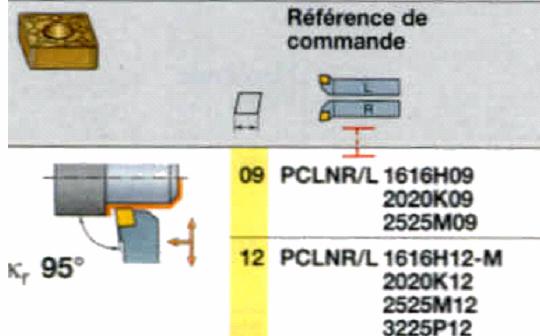
Fig. 3 tipul de suport in functie de unghiul de atac Kr si dimensiunea caracteristica a placutei
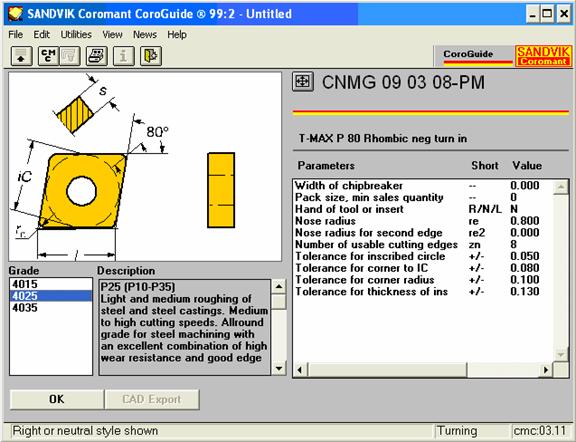
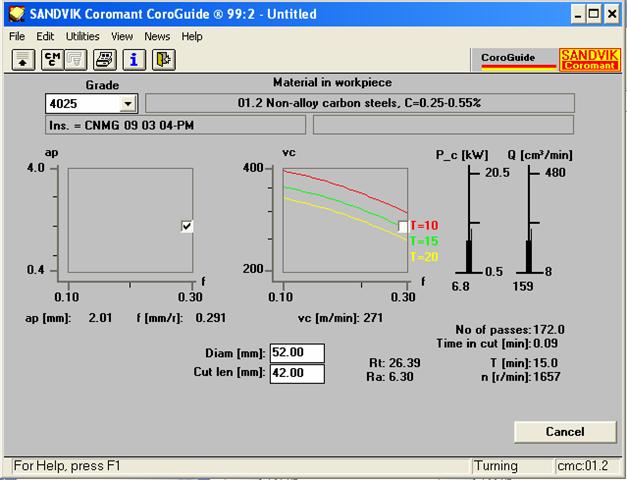
Nuanta de carbura recomandata este GC 4025(pag A382).
Placuta aleasa este CNMG 09 03 08-PR (pag A21).
Semnificatia codului placutei(pag. A16):
|
C |
Forma placutei, rombica cu unghiul la varf de 80° |
|
N |
Unghiul de asezare constructive=0° |
|
M |
Clasa de toleranta |
|
G |
Tipul constructive: cu alezaj central si canale de fragmentare pe ambele parti |
|
09 |
Dimensiunea caracteristica: 9.525 mm |
|
03 |
Grosimea placutei:3.180 mm |
|
08 |
Raza la varf:0.8 mm |
|
P |
Specificatia constructorului ISO P |
|
M |
Specificatia constructorului - degrosare |
Cutit T04 :
Placuta: CNMG 09 03 08-PM, avand dimensiunea caracteristica de 9.525 mm si grosimea placutei de 3.180 mm.
Suport: : PCLNL 16 16 H 09 , cu dimensiunea caracteristica a placutei de 9.525 mm.
Nuanta de carbura a placutei: GC 4025.
Sistemul de prindere: T-MAX P Lever
Cutit T05:
Placuta : N123-E1 0200-0002-CM 1125 avand latimea de 2 mm,unghiul de atac de 0°, raza la varf de 0.4 mm si lungimea placutei de 19.2 mm.
Suport: RAG 150.23-50V-0476C.
Sistemul de prindere: CoroCut 1 sau 2 arêtes ().
Nuanta de carbura: GC 1225.
Cutit T06 :
Placuta: CNMG 09 03 08-PM
Suport: SCLCL 16 16 H 09
Nuanta de carbura: GC 4025.
Sistemul de prindere: T-MAX U Screw-fixare cu surub.
Cutit T07:
Placuta: : VNMG 16 04 04 - PF 1525
Suport: SVJBL 1616 H11
Nuanta de carbura: GC 4015
Sistemul de prindere: T-MAX P Lever
Verificator????
D. Metoda de reglare a sistemului tehnologic se face cu piese de proba.
E. Valorile parametrilor regimului de aschiere:
Pentru burghiul de centruire T01:
avansul s = 0.01 mm/rot;
viteza v = 12 m/min.
Pentru burghiul T02, Ø12.7 :
Tab valorile parametrilor regimului de aschiere pentru burghiul T02
|
Adancimea de aschiere t mm |
Avansul de aschiere s mm/rot |
Viteza de aschiere v m/min |
Durabilitatea T mm |
Turatia n rot/min |
Forta axiala Fax N |
Nr. de treceri i |
Momentul Mas Nmm |
Puterea kw |
|
6.35 |
|
|
|
|
|
|
|
|
Pentru burghiul T03, Ø20:
Tab.4.2.9 valorile parametrilor regimului de aschiere pentru burghiul T03
|
Adancimea de aschiere t mm |
Avansul de aschiere s mm/rot |
Viteza de aschiere v m/min |
Durabilitatea T mm |
Turatia n rot/min |
Forta axiala Fax N |
Nr. de treceri i |
Momentul Mas Nmm |
Puterea kw |
|
|
|
|
|
|
|
|
|
|
Tab.4.2.4 valorile regimului de aschiere pentru fiecare etapa in parte
|
Etapa |
Caracteristicile sculei Sistemul de prindere |
Suprafata |
D [mm] |
t [mm] |
L [mm] |
Ra [μm] |
tb [min] |
s [mm/ rot] |
Vc m/ min |
n rot/ min |
P kw |
|
I |
CNMG 09 03 08-PM T-MAX P,lever |
S1 |
|
|
|
|
|
|
|
|
|
|
S11 |
|
|
|
|
|
|
|
|
|
||
|
S9 |
|
|
|
|
|
|
|
|
|
||
|
S6 |
|
|
|
|
|
|
|
|
|
||
|
II |
Placuta : N123-E1 0200-0002-CM 1125 |
S14 |
|
|
|
|
|
|
|
|
|
|
III |
CNMG 09 03 08-PM T-MAX U , Screw |
S12 |
|
|
|
|
|
|
|
|
|
|
IV |
VNMG 16 04 04 - PF 1525 T- MAX P , Lever |
S9 |
|
|
|
|
|
|
|
|
|
F.Stabilirea componentelor ciclului de munca si determinarea normei de timp:
|
Denumire piesa |
BUCSA |
Nr. si denumire operatie |
10/Strunjire |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Material piesa |
OLC 45 |
Masina-unealta |
SQT 10M |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Nr. crt. |
Denumirea activitatii |
S.D.V. - urile utilizate |
Regim de aschiere |
Timpi [ cmin] |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
v |
f(s) |
n |
a(t) |
i |
vf |
L |
ta |
tam |
tb |
tma |
tf | |
Prindere SF (din container) |
Universal cu 3 bacuri Burghiu de centruire, forma A, STAS 1114/2-82 Burghiu Ø12.7 Burghiu Cutit pentru degrosat exterior Cutit profilat Cutit de degrosat interior Cutit de finisat excterior |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Orientare - fixare SF in dispozitiv |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Pornire rotatie arbore principal |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Deplasare rapida a sculei T01 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Centruire |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Retragere rapida scula |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Indexare turela |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Schimbare valoare turatie |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Schimbare valoare avans |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Deplasare rapida a sculei T02 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Gaurire ø12,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Retragere rapida scula |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Indexare turela |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Schimbare valoare turatie |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Schimbare valoare avans |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Deplasare rapida a sculei T03 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Gaurire ø20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Retragere rapida scula |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Indexare turela |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Schimbare valoare turatie |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Schimbare valoare avans |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Deplasare rapida a sculei T04 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Strunjire S11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Schimbare valoare turatie |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Strunjire S9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Schimbare valoare turatie |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Strunjire S6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Retragere rapida scula |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Indexare turela |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Schimbare valoare turatie |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Schimbare valoare avans |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Deplasare rapida a sculei T05 |
|
|
|
|
|
|
|
|
|
|
|
| |
Strunjire S14 |
|
|
|
|
|
|
|
|
|
|
|
| |
Retragere rapida scula |
Subler cu vdiv=0.1mm |
|
|
|
|
|
|
|
|
|
|
|
| |
Indexare turela |
|
|
|
|
|
|
|
|
|
|
|
| |
Schimbare valoare turatie |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Schimbare valoare avans |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Deplasare rapida a sculei T06 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Strunjire S12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Retragere rapida scula |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Indexare turela |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Schimbare valoare turatie |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Schimbare valoare avans |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Deplasare rapida a sculei T07 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Strunjire S9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Retragere rapida scula |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Oprire rotatie arbore principal |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Desprinderea piesei |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Depozitarea piesei in container |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Curatarea dispozitivului de aschii |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Control piesa (F = 1/10 piese) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ciclograma operatiei |
Total categorii de timp [cmin] |
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
tf |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
tma |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Timp de pregatire-incheiere, Tpi [min/lot] |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
tb |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
tma |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Timp unitar, Tu [min/buc] |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ta |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Scara timpului [cmin] |
Norma de timp, TN [min/buc] |
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Numar de piese pe lot [buc] |
|
Durata executiei lotului de piese, [min/lot] |
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Operatia 20 : Strunjire II (degrosare)
- Schita operatiei
- Fazele operatie:
- Orientarea si fixarea piesei in dispozitiv;
- Strunjire exterioara de degrosare
- Indexarea turelei;
2. Strunjire interioara de dgrosare ;
- Desprins piesa din dispozitiv.
|
Schita operatiei |
Punctele caracteristice/ coordonatele |
X |
Z |
|
|
|
A |
|
|
|
|
B |
|
|
||
|
C |
|
|
||
|
D |
|
|
||
|
E |
|
|
||
|
|
||||
|
N01 G36 XZ T01 01 M03 M06 N02 G00 G96 X40 Z 79 N03 G01 X 46 Z77 N04 X115.89 N05 X117.89 Z76 N06 Z50 N07 X120 N08 G00 Z79 |
||||
|
|
A |
|
|
|
|
B |
|
|
||
|
C |
|
|
||
|
D |
|
|
||
|
E |
|
|
||
|
F |
|
|
||
|
N09 G36 XZ T02 02M06 N10 G00 G96 X25 Z79 N11 Z55 N12 G01 X46 N13 Z76.5 N14 X47 Z77 N15 Z79 N16 G00 X120 |
||||
C. Caracteristicile elementelor sistemului tehnologic
Masina-unealta: GT 400 Strung cu comanda numerica(idem operatiei 10)
Dispozitiv de orientare si fixare a piesei: universal cu trei bacuri;
Sculele de prelucrare sunt: cutite normale de prelucrare prin aschiere, formate din support si placute schimbabile din carburi metalice, specifice prelucrarilor ce se executa (degrosare/finisare suprafete exterioare si interioare);
Cutitul T01:
Placuta CNMG 09 04 08-PM, avand dimensiunea caracteristica de 9.525 mm si grosimea placutei de 4.76 mm.
Suport: PCLNL 16 16 H 09, cu dimensiunea caracteristica a placutei de 9.525 mm.
Nuanta de carbura a placutei: GC 4025.
Sistemul de prindere: T-MAX P Lever.
Cutitul T02:
Placuta CNMG 09 04 08-PM ; avand dimensiunea caracteristica de
9.525 mm si grosimea placutei de 4.76 mm.
Suport:SCLCL 16 16 H 09 , cu dimensiunea caracteristica a placutei de 9.525 mm.
Nuanta de carbura a placutei: GC 4015.
Sistemul de prindere: T-MAX U Screw
D. Metoda de reglare a sistemului tehnologic se face cu piesa de proba.
E. Valorile parametrilor regimului de aschiere:
Tab.4.2.4 valorile regimului de aschiere pentru fiecare etapa in parte
|
Etapa |
Caracteristicile sculei Sistemul de prindere |
Suprafata |
D [mm] |
t [mm] |
L [mm] |
Ra [μm] |
Tb [min] |
s [mm/ rot] |
Vc m/ min |
n rot/ min |
P kw |
|
I |
CNMG 09 03 08-PM T-MAX P Lever |
S1 |
|
|
|
|
|
|
|
|
|
|
S4 |
|
|
|
|
|
|
|
|
|
||
|
II |
CNMG 09 03 08-PM T-MAX U Screw |
S15 |
|
|
|
|
|
|
|
|
|
F. Stabilirea componentelor ciclului de munca si determinarea normei de timp:
In norma de timp intra
o suma de timpi, astfel: ![]()
unde:
- Tn - timpul normat pe operatie;
- Tb - timpul de baza (tehnologie de masina);
- Ta - timpul auxiliar (ajutator);
- Td - timpul de deservire tehnica si organizatorica;
- Tpi - timpul de pregatire-incheiere;
- n - lotul de piese care se prelucreaza la aceiasi masina in mod continuu;
- Tap - timpul auxiliar de prindere a semifabricatului;
- Tad - timpul auxiliar de desprindere a semifabricatului
Timpul de pregatire incheiere (Tpi) se calculeaza cu relatia:
Tpi = Tpi1 + Tpi2
unde:
- Tpi1 - timpul pentru primirea si studierea documentatiei;
- Tpi2 - tipmul pentru pregatirea modului de prindere.
Deoarece prinderea semifabricatului se face la fiecare operatie de strunjire pe universalul strungului, Tpi2 este acelasi pentru fiecare operatie de strunjire.
Timpii auxiliari pentru operatiile de strunjire
Timpul de prindere si desprindere a semifabricatului
Tpd = 0,4 [min]
Timpul auxiliar pentru prinderea semifabricatului este:
![]() [min]
[min]
Timpul auxiliar pentru desprinderea semifabricatului este:
![]() [min].
[min].
Timpul de indexare a turelei
Tt = 0.03 [min]
Timpul auxiliar pe operatie este:
Ta = 0.26 + 0.14 + 0.03·2 = 0.46 [min]
Timpii de pregatire-incheiere pentru operatiile de strunjire
Tpi = 10.21 min
Timpul unitar pentru operatiile de strunjire
Timpul unitar pentru operatiile de strunjire este dat de relatia:
Tu = Tb+Ta+Tdt+Tdo[min]
unde:
Tdt=![]()
![]() ;
;
Tdo=![]() ;
;
Norma de timp pentru fiecare operatie de strunjire este centralizata in urmatorul tabel
|
Nr. op. |
Tb [min] |
Ta [min] |
Tdt [min] |
Tdo [min] |
Tu [min] |
Tpi [min] |
Tn [min/buc] |
|
|
|
|
|
|
|
|
|
Operatie 60 : Rectificare cilindrica exterioara
A . Schita operatiei :
B. Precizarea fazelor operatiei si a modului de lucru
A. Orientare si fixare
B. Indexare turela
1. Rectificare cilindrica
exterioara Ø 42![]()
C. Desprindere piesa
C. Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic
Masina unealta
Tabel
|
Caracteristici masina de rectificat interior si exterior WMW 500 |
Valori |
|
distanta intre varfuri, mm |
|
|
inaltimea intre varfuri,mm |
|
|
inclinatia mesei |
|
|
diametrul pietrei exterior, mm |
|
|
latimea pietrei, mm |
|
|
puterea motorului, kW |
- piatra interior 0,8 piatra exterior . 2.0:3.2 |
|
numarul de rotatii pe minut |
- piatra interior 11000 - piatra exterior 1900 |
|
viteza de inaintare a mesei, m/min |
07 |
Dispozitivul de orientare si fixare a piesei:
Verificator: micrometru de interior cu valoarea diviziunii de 0,002 mm; rugozimetru
Scula utilizata:
Codificare scula: corp abraziv cilindric plan 1-300x50x127- STAS 601/1-84
D. Prezentarea metodei de reglare la dimensiune a sistemului tehnologic
Metoda utilizata este metoda de reglare automata la dimensiune.
E. Determinarea parametrilor regimului de lucru
1. Adancimea de aschiere
T = Ap = 0.15 mm
2. Durabilitatea economica
Tec = 6 min
3. Adancimea de aschiere si nr de treceri
Din normative alegem o adancime de aschiere corespunzatoare unei treceri
t = 0,01 mm Tnr de treceri va fi:
i = Ap/ 2t = 0,15/ 2*0,01 = 7.5≈8 treceri
4. Viteza de aschiere
Din normative alegem viteza V = 20 m/s
6. Turatia sculei
n = (60000 x v)/ (p x D) = (60000 x 20 )/ (3,14 x 300) = 1273 rot/min
n < n meT n me n=1900rot/min
Viteza reala de aschiere: V = (p x D x nr)/60000 = 29.83 m/min
7. Viteza de avans ( circular) a piesei
Din normative alegem viteza de avans circular a piesei
Vs = 30[m/ min]
8.Calculam turatia piesei:
np = (1000 x v)/ (p x d) = (1000 x 30)/ (3,14 x 42) = 227.47rot/min
Din caracteristicile masinii-unelte se alege turatia piesei np = 200[rot/min]
Viteza de avans va avea expresia:
Vsr = (p x d x np)/ 1000 = (3,14 x 42 x 200)/1000 =26.37 m/min
. 9. Verificarea puterii
Alegem din normative puterea efectiva Pe = 3.2 kw, care se corecteaza cu coeficientii:
K1 = 0,8 in functie de latimea si duritatea piesei
K2 = 0.9 in functie de diametrul piesei
TPr = Pe x K1 x K2 = 3.2x 0,8 x0.9 = 2.30 Kw
PM.U= 3.2 kw
Pr < PM.U T prelucrarea se poate realiza pe WMW 500
F. Determinarea normei de timp pe operatie
Timpul de baza
Tb = (L / np)/ (h/t) x K [min]
unde L= l-(0.2.0.4)x Bd= 46 -0.3x50=31
l- lungimea de rectificat (46)
Bd- latimea discului (50)
np - turatia piesei (200 rot/min)
h- adaosul de prelucrare pe raza (h= 0.15)
t - adancimea de aschiere la o trecere (t=0.02 mm/ trecere )
K=1.3
Tb= (31 /200)/(0.15/0.02) x 1.3 = 0.026 min
Timpii auxiliari se aleg astfel
Ta1 - pt prinderea si desprinderea semifabricatului
Ta1=0.37 min
Ta2 - pentru apropierea sculei de piesa
Ta2=0.04 min
Ta3 - pt cuplarea turatiei piesei
Ta3=0.03 min
Ta4- pt masuratori de control
Ta4=0.29 min
Ta=![]() min
min
Timpul de deservire tehnico- organizatorica
Td = Tdt + Tdo = tdt1 x Tb/ Tec + ( Tb + Ta) x 1,5/100 = 0.016 min
Timpul de pregatire incheiere
Tpi1= 11 min pt prinderea intre varfuri
Tpi2 = 14 min pt primirea si predarea documentatiei tehnologice
Tpi = 25 min
Timpul de baza normat pe operatie va fi :
Tn = Tb + Ta + Td + Tpi/100 = 1.022 min
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2026 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Analize pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||