|






 |  |

| Afaceri | Agricultura | Comunicare | Constructii | Contabilitate | Contracte |
| Economie | Finante | Management | Marketing | Transporturi |
Electrica
|
|
Qdidactic » bani & cariera » constructii » electrica INSTRUCTIUNI privind inlocuirea liniarelor de control si a parghiilor comutatoarelor automate la electromecanismele tip EM5/EM5R, pentru transformarea acestora in electromecanisme tip EM5/EM5R - 2010 |
INSTRUCTIUNI privind inlocuirea liniarelor de control si a parghiilor comutatoarelor automate la electromecanismele tip EM5/EM5R, pentru transformarea acestora in electromecanisme tip EM5/EM5R - 2010
INSTRUCTIUNI privind inlocuirea liniarelor de control si a parghiilor comutatoarelor automate la electromecanismele tip EM5/EM5R, pentru transformarea acestora in electromecanisme tip EM5/EM5R - 2010
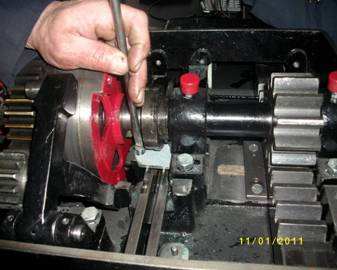
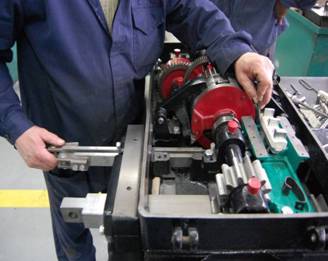
1. se demonteaza barele de control de la liniare;
2. se demonteaza suportii cu contactele fixe ale comutatoarelor automate - fara desfacerea cablajului de pe borne - si se aseaza in afara cutiei electromecanismului, urmarind sa nu fie deteriorate pe durata lucrarilor;
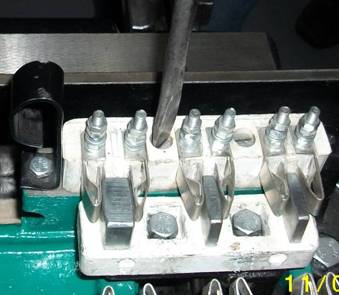

2.1) se demonteaza sabotul cu contacte cutit de pe parghia veche, folosind o cheie tubulara hexagonala M13, cu pereti subtiri;


3. se demonteaza blocurile comutatoarelor automate;




3.1) se scot bolturile limitatoare (fusurile) vechi; in cazul cand, datorita rebordurilor formate la capatul drept (situat spre parghie), acestea nu se pot scoate, aceasta operatie se va executa dupa scoaterea parghiei vechi a comutatorului automat (vezi pct. 8.3) dedesubt scoaterea acestora efectuandu-se spre interiorul blocului comutatorului automat;
4.  se demonteaza
platbanda veche a liniarelor de control (placuta de ghidaj, care nu
permite deplasarea in plan vertical a liniarelor);
se demonteaza
platbanda veche a liniarelor de control (placuta de ghidaj, care nu
permite deplasarea in plan vertical a liniarelor);

5. se scot liniarele de control vechi;

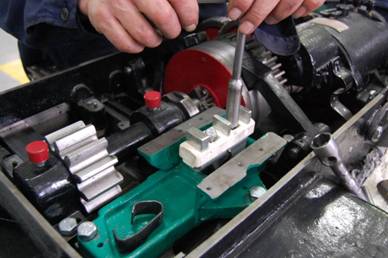
6. se introduc liniarele de control noi, dupa cum urmeaza:
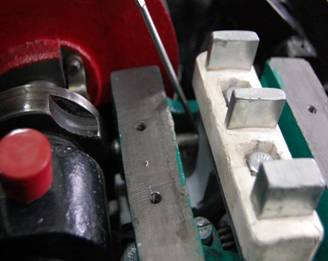
6.1) se aseaza liniarele in pozitie corecta, conform inscriptionarilor existente pe suprafata superioara a fiecaruia dintre ele si anume:
6.1.1) liniarul exterior, inscriptionat EL, se amplaseaza langa cremaliera electromecanismului si se va lega la bara lunga de control;
6.1.2) liniarul interior inscriptionat IS, se amplaseaza langa cuplajul (ambreiajul) de talonare si se va lega la bara scurta de control;


6.1.3) se pozitioneaza daca este necesar capetele liniarelor (in functie de situatia din teren), se strang suruburile si se asigura impotriva desurubarii;


6.2) se aduce piesa de antrenare a liniarului interior IS in pozitia de introducere in electromecanism si anume in pozitie ridicata si aliniata la suprafetele laterale ale liniarului (ascunsa in corpul liniarului) si se introduce liniarul IS in cutia electromecanismului, pe o distanta de aproximativ 100 mm;


6.3) se introduce in cutia electromecanismului si liniarul EL, pana cand portiunea inalta a ferestrei de culisare ajunge in dreptul piesei de antrenare;

6.4) se roteste piesa de antrenare la 90 grade, astfel incat aceasta sa ajunga in pozitia stabila inferioara, cu capatul in decuparea de pe liniarul EL;

6.5) se pozitioneaza liniarele de control, dupa cum este necesar;
7. se monteaza platbanda noua a liniarelor de control (placuta de ghidaj);
|
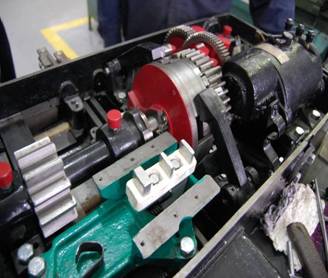
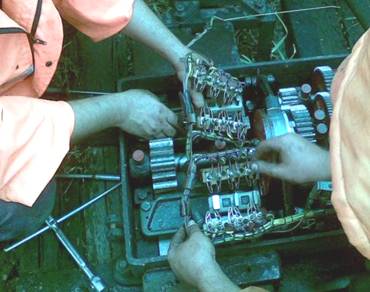
8. se inlocuiesc pe rand parghiile autocomutatorului cu parghiile de tip nou parghia stanga si parghia dreapta - dupa cum urmeaza:
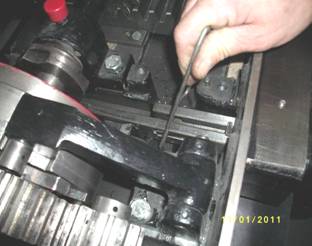
8.1) se indeparteaza cu pila capatul tesit al stiftului, se scoate stiftul de asigurare al axului parghiei autocomutatorului, folosind un ciocan de 1 kg si un dorn cilindric suficient de dur, cu diametrul de 3 mm;


8.2) se scoate axul si arcul de presiune al parghiei autocomutatorului, folosind aceleasi scule, astfel:
8.2.1) se intoarce blocul comutatorului automat cu fata spre suprafata de lucru, pentru a permite accesul prin partea inferioara la arcul de presiune al parghiei autocomutatorului;

8.2.2) se scoate axul parghiei autocomutatorului prin lovire repetata cu ciocanul si dornul;

8.2.3) se scoate arcul de presiune al parghiei autocomutatorului prin lovire repetata cu ciocanul (ATENTIE la faza finala a destinderii arcului pentru evitarea posibilelor accidentari!);


8.3) se scoate parghia veche din blocul autocomutatorului;
8.4) se introduce parghia de tip nou in blocul autocomutatorului;


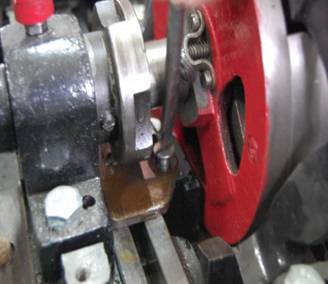
8.5)  se tensioneaza
arcul de presiune folosind doua manere din teava subtire cu
diametrul interior de 3 4 mm si lungimea de aproximativ 150 mm
(ATENTIE! Se va manevra cu grija deosebita pentru evitarea
posibilelor accidentari!), se introduce in pozitia de montare si
se aliniaza cu gaura axului din parghia autocomutatorului;
se tensioneaza
arcul de presiune folosind doua manere din teava subtire cu
diametrul interior de 3 4 mm si lungimea de aproximativ 150 mm
(ATENTIE! Se va manevra cu grija deosebita pentru evitarea
posibilelor accidentari!), se introduce in pozitia de montare si
se aliniaza cu gaura axului din parghia autocomutatorului;


8.6) se introduce axul parghiei autocomutatorului, folosind aceleasi scule ca la pct. 8.1), urmarind alinierea corecta a gaurilor pentru introducerea stiftului de asigurare a acestuia;


8.7) se introduce stiftul de asigurare nou (se poate refolosi stiftul vechi sau se poate confectiona unul nou din sarma de otel moale cu diametrul de 3,25 mm) si se fixeaza prin tesirea capetelor cu ciocanul;


8.8) se repeta operatiile de la pct. 8.1) la 8.7) pentru inlocuirea celei de a doua parghii a autocomutatorului;
9. se poansoneaza inscriptia 2010 pe eticheta electromecanismului, in continuarea inscriptiei privind tipul acestuia (EM5/EM5R); in cazul electromecanismelor care nu mai au eticheta, se confectioneaza si se aplica o eticheta din tabla de aluminiu, pe care se inscriptioneaza prin poansonare, pe primul rand, seria setului nou de liniare si parghii, iar dedesubt inscriptia 2010,


10. se introduc bolturile limitatoare (fusurile) noi si se monteaza blocurile comutatoarelor automate;


- se monteaza sabotul cu contacte cutit pe parghia autocomutatorului;
- pentru determinarea lungimii corespunzatoare a boltului limitator (fusului) se procedeaza astfel:
12.1) se scoate splintul si axul unei parghii a cuplajului de talonare si se lasa libera in lagar;

12.2) se pozitioneaza parghia autocomutatorului pe partea superioara a liniarului;

12.3) se impinge boltul
(fusul) sa intre complet in decupajul mansonului de sprijin (camei);
in aceasta pozitie boltul nu trebuie sa atinga
peretele parghiei autocomutatorului; 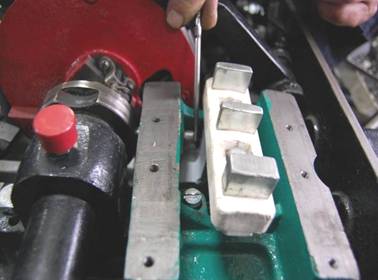
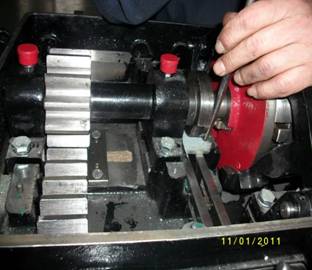
12.4) se manevreaza electromecanismul cu manivela in sensul deplasarii boltului pe suprafata exterioara a camei; in aceasta situatie, parghia autocomutatorului trebuie sa se deplaseze circa 1 mm si sa permita miscarea libera a liniarelor de control;
12.5) daca parghia autocomutatorului nu se deplaseaza sau se deplaseaza cu mai mult de 2 mm, se inlocuieste boltul cu unul de dimensiune corespunzatoare si se repeta operatiile de la pct.12.2) deasupra la pct.12.4) deasupra;
12.6) se repeta operatiile de la pct. 12.1) deasupra la pct. 12.5) deasupra si pentru boltul celuilalt autocomutator.
13. se verifica, prin manevrarea electromecanismului cu manivela pe ambele pozitii, modul in care se imbina piesele ansamblului nou de liniare si parghii, verificand alinierea si pozitionarea decuparilor din liniare fata de profilul parghiilor autocomutatorului; in cazul cand se constata ca acestea nu sunt aliniate corect, se va proceda la ajustarea prin pilire a suprafetelor corespunzatoare ale blocului comutatorului automat; pentru aceste situatii se recomanda folosirea unei pile 300/30 mm si a menghinei; se va verifica realizarea urmatoarelor conditii:
13.1) liniarul de control trebuie sa permita patrunderea fara frecare a parghiei in decupajul corespunzator, astfel incat acestea sa se miste liber;
13.2) pentru pozitia finala parghia trebuie sa nu se sprijine pe suprafata orizontala din decupajul liniarului;
NOTA: SE INTERZICE modificarea dimensiunilor parghiilor autocomutatorului si ale decuparilor de control din liniare!


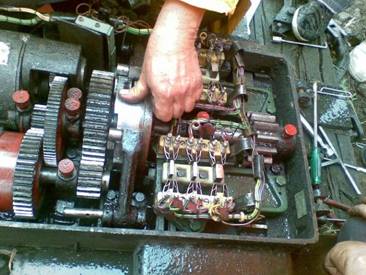
14. se monteaza suportii cu contactele fixe ale comutatoarelor automate, verificand asezarea si prinderea corecta a cablajului;
15. se executa reglajele si probele noului sistem de control:
15.1) reglaje si probe de functionare fara conectarea barelor de control:
15.1.1) se verifica, prin manevrarea electromecanismului cu manivela pe ambele pozitii, modul cum se stabilesc contactele electrice, urmarind intrarea contactelor cutit intre lamelele de contact cu cel putin 10 mm, iar in pozitiile finale, contactele cutit sau sabotul acestora sa nu loveasca suportii cu contacte fixe; in acest sens se executa, dupa caz, urmatoarele:
15.1.1.1) se ajusteaza pozitia suportilor cu contacte fixe, respectiv a sabotului cu contacte cutit si dupa caz pozitia lamelelor contactelor fixe, in limitele permise de prinderile acestora si se fixeaza prin strangere in pozitiile finale;
15.1.1.2) in pozitia ridicata a parghiei cuplajului de talonare parghia pe suprafata tamburului se va urmari realizarea conditiilor precizate la pct. 15.1.1), pentru contactele exterioare ale comutatoarelor automate; daca este cazul, se scoate parghia corespunzatoare a cuplajului de talonare si se regleaza bratul care actioneaza parghia comutatorului automat corespunzator, prin deformarea acestuia (materialul din care sunt confectionate permite deformarea prin lovirea usoara cu ciocanul) sau se pileste suprafata de sprijin a boltului parghiei comutatorului automat;

15.1.1.3) in pozitie coborata a parghiei cuplajului de talonare parghia in crestatura tamburului se va urmari realizarea conditiilor precizate la pct. 15.1.1), pentru contactele interioare ale comutatoarelor automate; in aceasta pozitie, degetul parghiei comutatorului automat trebuie sa nu atinga suprafata de sprijin de pe parghia cuplajului de talonare si corpul parghiei sa se sprijine pe limitatorul dirijat corespunzator.

15.1.1.4) se demonteaza parghia cuplajului de talonare care este coborata pe tambur si se manevreaza electromecanismul cu manivela, astfel incat mansonul de sprijin (cama) sa deplaseze boltul limitator (fusul) pe circumferinta exterioara; in aceasta situatie, se verifica daca sabotul cu contacte cutit ajunge in pozitie intermediara si daca se asigura o departare de cel putin 3 mm a contactelor cutit fata de lamelele de contact;
15.1.1.5) se verifica pozitia sabotului cu contacte cutit in situatia neobtinerii controlului la sfarsitul cursei de manevrare; in aceasta situatie in care parghia autocomutatorului se sprijina pe suprafata superioara a unuia dintre liniarele de control, sabotul cu contacte cutit trebuie sa ramana in pozitie intermediara, asigurand o departare de cel putin 3 mm a contactelor cutit fata de lamelele de contact;
15.2) reglaje si probe de functionare pentru verificarea neobtinerii controlului atunci cand intre acul lipit si contraacul sau exista o distanta de 4 mm sau mai mare, cu conectarea barelor de control:
15.2.1) se scoate din electromecanism liniarul de control al acului dezlipit; pentru scoaterea liniarelor din cutia electromecanismului, se procedeaza astfel:
15.2.1.1) se aduc ambele liniare spre marginea cutiei electromecanismului, pozitionate astfel incat sa fie o distanta suficienta intre piesa de antrenare si marginea cutiei, care sa permita manevrarea acesteia;
15.2.1.2) se pozitioneaza liniarul EL, astfel incat zona mai inalta a ferestrei sa ajunga in dreptul piesei de antrenare de pe liniarul IS;
15.2.1.3) se ridica piesa de antrenare in decupare, se roteste in sensul aducerii in pozitia de scoatere (aliniata cu corpul liniarului); pentru ridicarea piesei de antrenare se foloseste un carlig de agatare, confectionat din sarma de otel moale;
15.2.1.4) se scoate din cutie liniarul corespunzator;
15.2.2) se monteaza bara de control a acului lipit; se recomanda sa se foloseasca seturi de bare reglabile, ambele bare fiind legate la prima gaura de prindere de la varful acului corespunzator;


15.2.3) se manevreaza macazul in pozitie finala cu acul lipit si se regleaza bara de control, astfel incat sa se pastreze indeplinirea conditiei de la pct. 15.1.1);

15.2.4) se departeaza acul lipit de contraacul sau si se introduce calibrul de 1,5 mm;

15.2.5) se manevreaza electromecanismul cu manivela pana la finalizarea cursei de manevrare (in sensul lipirii acului), cu calibrul de 1,5 mm intre ac si contraac; in aceasta pozitie cursa de manevrare finalizata si calibrul de 1,5 mm intre acul lipit si contraacul sau electromecanismul trebuie sa permita obtinerea controlului electric;

15.2.6) se departeaza acul lipit de contraacul sau si se introduce calibrul de 3 mm;
15.2.7) se manevreaza electromecanismul cu manivela pana la finalizarea cursei de manevrare (in sensul lipirii acului), cu calibrul de 3 mm intre ac si contraac; in aceasta pozitie cursa de manevrare finalizata si calibrul de 3 mm intre acul lipit si contraacul sau electromecanismul trebuie sa nu permita obtinerea controlului electric; se va urmari ca parghia autocomutatorului sa se sprijine pe suprafata superioara a liniarelor de control, iar contactele cutit sa fie pozitionate aproximativ la jumatatea distantei dintre contactele fixe, asigurand o departare de cel putin 3 mm a contactelor cutit fata de lamelele de contact;
15.2.8) pentru proba de la pct. 15.2.7), in cazul in care electromecanismul nu efectueaza complet cursa de manevrare, se executa urmatoarele operatii:
15.2.8.1) se fixeaza acul lipit de contraacul sau cu clestele de fixare (cu calibrul de 3 mm intre ac si contraac);

15.2.8.2) se scoate boltul de la bara de manevrare si se continua manevrarea cu manivela pana cand electromecanismul executa complet cursa de manevrare;

15.2.9) se repeta operatiile de la pct. 15.2.6) la pct. 15.2.8) cu calibrul de 4 mm si de 5 mm;
15.2.10) se repeta operatiile de la pct. 15.2.6) la 15.2.9) prin actionarea electrica a electromecanismului;
15.2.11) se repeta operatiile de la pct. 15.2.1) la 15.2.10) pentru celalalt ac, respectiv liniar de control;
15.2.12) se monteaza ambele bare de control;
15.3) probe de functionare in cazul ruperii barelor de control:
15.3.1) se aduce macazul pe una din pozitii, cu control;
15.3.2) se simuleaza ruperea unei bare de control prin desfacerea legaturii acesteia cu liniarul de control corespunzator;
15.3.3) se manevreaza electric electromecanismul pe cealalta pozitie si se verifica antrenarea in miscare a liniarului de control corespunzator barei rupte, prin intermediul piesei de antrenare; la finalul cursei de manevrare electromecanismul trebuie sa ramana fara control;
15.3.4) se manevreaza electric electromecanismul pe pozitia initiala; la finalul cursei de manevrare electromecanismul trebuie sa ramana fara control;
15.3.5) se repeta probele de la pct. 15.3.1) la pct. 15.3.4), simuland ruperea celeilalte bare de control;
15.4) verificari si probe de functionare normala
15.4.1) se fac probe de manevrare electrica pe ambele pozitii, verificand stabilirea corecta a circuitelor de manevrare si control;
15.4.2) se verifica, pentru pozitiile de validare a controlului, existenta jocului suficient dintre peretii frontali ─ anterior si posterior ─ ai parghiei autocomutatorului si decupajului in liniar, corespunzator acului dezlipit, in functie de situatiile concrete din teren;
15.4.3) se verifica concordanta pozitiei din teren a macazului cu pozitia semnalizata la aparatul de comanda.
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2025 - Toate drepturile rezervate -| |
|
|
|||||||
|
|||||||
|
|||||||
Referate pe aceeasi tema | |||||||
|
| |||||||
|
|||||||
|
|
|||||||