|






 |  |

| Afaceri | Agricultura | Comunicare | Constructii | Contabilitate | Contracte |
| Economie | Finante | Management | Marketing | Transporturi |
Constructii
|
|
Qdidactic » bani & cariera » constructii Manual de utilizare aparat de sudare - model digital mig 180 |
Manual de utilizare aparat de sudare - model digital mig 180
NORME GENERALE DE SECURITATE PENTRU SUDAREA CU ARC ELECTRIC
ATENTIE
Evitati contactul direct cu circuitul de sudare; tensiunea in gol furnizata de generator poate fi periculoasa in anumite cazuri !
Deconectati aparatul de la priza de alimentare inainte de orice operatie de intretinere sau de reparatie!
Efectuati instalarea la reteaua electrica respectind normele si legile ce previn accidentele de munca. Asigurati-va ca priza de alimentare este legata la pamint!
Nu utilizati aparatul in medii umede sau in ploaie!
Nu utilizati cabluri cu izolatia defectuoasa sau care sunt prost conectate!
Nu sudati pe containere sau pe tevi ce au continut substante inflamabile sau combustibili gazosi sau lichizi. Evitati sa sudati pe materiale ce au fost curatate cu solventi clorurati sau in vecinatatea unor asemanea solventi.
Evitati sa sudati pe materiale vopsite, acoperite galvanic sau murdare de ulei sau de unsoare!
Asigurati o buna ventilatie a gazelor rezultate in urma sudarii!
Protejati-va ochii cu ochelari (masca) din sticla inactinica; folositi haine si manusi de protectie si evitati sa va expuneti pielea la razele ultraviolete produse de arcul electric!
Fixati butelia de gaz cu lantul furnizat in acest scop!
Tineti butelia la adapost de surse de caldura (inclusiv razele solare!), in conformitate cu standardele europene de referinta pentru aparate de sudura electrica sau tehnici similare!
Nu utilizati aparatul pentru dezghetarea tevilor!
Plasati aparatul pe o suprafata plana, pentru a evita rasturnarea.
INTRODUCERE SI DESCRIERE GENERALA
2.1.INTRODUCERE
Aceste generatoare de sudura sunt redresoare monofazate, special construite pentru sudura MAG a otelurilor aliate cu carbon sau slab aliate, in mediu protector de CO2 sau amestec Argon/CO2 cu sirma plina.
Sunt indicate pentru sudura MIG a otelurilor inox in mediu protector de argon + 1-2% oxigen si a aluminiului, folosind fir de sarma adecvat.
In configuratia standard aparatul este dotat cu pistolet si cablu de masa cu cleste de masa.
Derulatorul de sirma poate prelua role de sarma de max.15 kg.
Pistoletul de sudura este prevazut cu mufa EURO, centrala, pentru conexiune rapida;
Aparatul este prevazut cu termostat, pentru protectie impotriva supraincalzirii in timpul unei functionari incorecte, sau a suprasolicitarii
Sunt indicate utilizarii in ateliere auto, pentru sudura MIG a otelurilor inox, tablei galvanizate, in mediu protector de argon + 1-2% oxigen si a aluminiului, folosind fir de sarma adecvat.
Prevazute cu microprocessor regleaza automat viteza de avans a sirmei, in concordanta cu proprietatile materialului de sudat, gazul de protectie si diametrul sirmei.
Totodata se poate regal durata de scadere a curentului la terminarea sudurii, ca si monitorizarea tensiunii retelei de alimentare;
Se poate regla viteza de avans fie pentru sudura continua, fie pentru sudura in puncte
2.2. ACCESORII OPTIONALE
Reductor cu doua manometre;
Pistolet PUSH - PULL;
butelie de gaz, 10 l (goala);
butelie de gaz, 40 l (goala) ;
set incalzire tabla;
CARACTERISTICI TEHNICE
Aparatul este prevazut cu un transformator de putere si o punte redresoare Graetz
Puterea este ajustata cu ajutorul unui intrerupator rotativ; Viteza sirmei este controlata folosind un buton aflat pe panoul frontal.
 Modul de sudare (cu sirma
simpla si gaz, sirma cu flux incorporat, sau fara gaz) prin intermediul
terminalelor aflate pe panoul
aparatului.
Modul de sudare (cu sirma
simpla si gaz, sirma cu flux incorporat, sau fara gaz) prin intermediul
terminalelor aflate pe panoul
aparatului.
3.1. DATE TEHNICE
Datele tehnice privind performantele aparatului pot fi gasite pe placa aflata pe panoul spate, simbolurile avand urmatoarele semnificatii :
Norma EUROPEANA de referinta pentru constructia si securitatea aparatului.
Simbol pentru structura interna a aparatului: transformator -redresor
Simbol pentru modul de sudare: sudare cu sirma de sudare.
Simbolul S: indica faptul ca sudura poate fi executata in medii cu risc ridicat de soc electric (de ex. in apropierea unor mase metalice mari ).
Simbol pentru tensiunea de alimentare : tensiune monofazata alternativa.
Gradul de protectie: IP 21: aparatul este protejat impotriva introducerii unor obiecte mai mari de 12,5 mm in diametru (de ex. degetele) si impotriva patrunderii picaturilor verticale de apa.
Caracteristicile tehnice ale retelei de alimentare :
U1-tensiune alternativa trifazata (+/-15%);
Imax - curent maxim absorbit din retea;
Ieff - curent maxim efectiv consumat
Performantele circuitului de sudare:
|
-U0 : tensiunea maxima in gol
-I2/U2: Curentul si tensiunea corespondente normalizate (U2=(14+0,05xI2)V) care pot fi furnizate de masina in timpul sudarii
-X: raport de intermitenta: indica durata de timp in care aparatul poate furniza curentul corespunzator aceleiasi coloane. Se exprima in % pe baza unui ciclu de 10 min.(spre exemplu 60% = 6 minute de lucru, 4 min. de pauza s.a.m.d.)
-A/V -V/A: indica plaja de curent de reglaj al curentului de sudare (min-max) la tensiunea corespondenta a arcului
Seria de fabricatie a aparatului: este necesara pentru identificarea componentelor si pentru acordarea de asistenta tehnica
![]() Valoarea in amperi a sigurantei
fuzibilepentru protectia alimentarii
Valoarea in amperi a sigurantei
fuzibilepentru protectia alimentarii
Simbolul pentru normele de securitate a muncii ce trebuie OBLIGATORIU respectate.
Nota:Exemplele date arata semnificatia simbolurilor si figurilor; valorile exacte pentru aparatul dumneavoastra pot fi citite direct pe placa indicatoare de pe aparat.
3.2. ALTE DATE TEHNICE
|
MODEL |
I2 max |
Valoare siguranta |
Cablu masa |
Greutate |
|
DMIG 180 |
150 A |
16 A |
16 mmp |
41 kg |
 DESCRIEREA
APARATULUI DE SUDURA
DESCRIEREA
APARATULUI DE SUDURA
4.1. DISPOZITIVE DE CONTROL REGLAJ SI CONECTARE
4.1.1. DESCRIERE PANOU DE CONTROL
LED indicator pentru protectie termostatica
LED indicator pentru tensiunea sursei de alimentare
Tensiune prea mica a sursei de alimentare (aparatul sub alimentat)
Tensiune normala a sursei de alimentare (aparatul alimentat normal)
Tensiune prea mare a sursei de alimentare (aparatul supra alimentat)
ATENTIE:
In conditii de alimentare incorecta, recomandam ca aparatul sa fie deconectat, pentru a preveni deteriorarea sa. Vor aparea urmatoarele situatii:
sub/supra-tensiune:-LED-ul indicator de tensiune se aprinde
beep intermitent
pe display va aparea:ALL UP/ALL LOW
3. A LED in pozitia ON: pe display apare curentul de sudare.
LED intermitent: scaderea vitezei de alimentare cu sirma, in modul de programare.
4. m/min LED in pozitia ON: pe display apare viteza de avans a sirmei.
LED intermitent: perioada de scadere a curentului la terminarea sudurii, in modul de programare
sec LED in pozitia ON: pe display apare timpul de sudura in puncte.
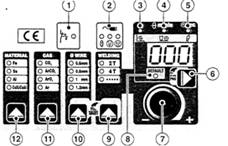 LED intermitent: perioada pregaz in modul de programare.
LED intermitent: perioada pregaz in modul de programare.
Comutator cu doua functii: daca este apasat si eliberat, va arata curentul de sudare, viteza de avans a sirmei si timpul de sudare in puncte (numai daca modul de operare sudura in puncte este selectat)
Daca comutatorul este apasat cel putin 3 sec, se obtin informatii despre parametrii de sudare in modul de programare.
Pentru a iesi din modul de programare, se apasa din nou comutatorul pentru cel putin 3 sec.
Comutator de ajustare a vitezei de avans a sirmei (in modul de programare) si buton de setare a parametrilor de sudare.
LED de avertizare: cind este aprins, indica faptul ca viteza de avans a sirmei a fost incorect setata.
Comutator de selectare a modului de sudare: continuu sau in puncte.
Comutator de selectare a diametrului sirmei.
Comutator de selectare a gazului de protectie.
Comutator de selectare a materialului de sudat.
INSTALAREA
5.1. POZITIONARE
Plasati aparatul intr-un spatiu dechis, asigurindu-va ca nu sint obturate deschiderile pentru racire (aparatul este prevazut cu circulatie de aer fortata cu ventilator) si asigurati-va ca in aparat nu pot intra particule de praf conductiv, vapori corozivi, sau umezeala.
5.2. LEGAREA LA RETEA
Inainte de a efectua legaturile electrice verificati ca parametrii retelei sa corespunda datelor inscrise pe placa aparatului.
Aparatul trebuie cuplat la o retea monofazata si legatura se va realiza printr-un cablu cu trei fire din care unul va fi folosit pentru legarea la pamant.
Se conecteaza la cablul de alimentare un stecher de capacitate corespunzatoare, legand firul galben/verde la borna de impimantare.
Se monteaza un intrerupator (sau se instaleaza o siguranta fuzibila pe traseul de alimentare), care sa corespunda cu datele inscrise in cartea tehnica a aparatului.
Atentie!Daca recomandarile de mai sus nu se respecta, sistemul de protectie proiectat de fabricant (clasa 1) devine ineficient si apar riscuri atat pentru operator cat si pentru materiale (socuri electrice sau incendii).
ATENTIE
TOATE OPERATIILE DE INSTALARE SI DE CONECTARE ELECTRICA SE VOR EXECUTA CU APARATUL DECUPLAT DE LA RETEA!
5.3.TRANSPORTAREA
ATENTIE: Nici un aparat descris in acest manual nu este echipat cu dispozitiv de ridicare
5.4. CONECTAREA PISTOLETULUI
Conectati pistoletul la conectorul de pe panoul frontal stringind piulita pentru fixare.
5.5. CONECTAREA PISTOLETULUI PUSH-POOL
Conectati pistoletul push-pool la conectorul de pepanoul frontal, stringind piulita, pentru fixare. Apoi introduceti conectorul cablului de comanda in mufa speciala cu 14 pini.
Aparatul va recunoaste pistoletul push-pool automat.
5.6. INCARCAREA BOBINEI DE SARMA
VERIFICATI DACA ROLELE DE ANTRENARE, TUBUL DE GHIDAJ FIR SI TUBUL DE CONTACT SUNT ASAMBLATE CORECT SI CORESPUND DIAMETRULUI SI CALITATII SARMEI CE VA FI UTILIZATA.
Asezati bobina de sarma pe suport in asa fel incat capatul liber sa se deruleze din partea superioara; asigurati-va ca boltul rolei de sarma sa se cupleze bine pe suport.
Desfaceti rola presoare de pe rolele de antrenare.
Eliberati capatul sarmei si rotind rola in sens invers acelor de ceas treceti capatul sarmei prin tubul de ghidaj pana cand iese din pistolet cativa centimetri.
Se fixeaza rola presoare, se regleaza forta de strangere si se verifica asezarea corecta a sarmei in canalul rolei de antrenare.
Se regleaza viteza de rotatie a rolei din suruburile de reglaj.
Se fixeaza pe panou viteza de avans a sarmei la mai putin de 10 m/min; cu generatorul pornit se apasa butonul pistoletului si se elibereaza 10-15 cm de sarma. Se elibereaza butonul pistoletului si se taie capatul liber de sarma.
ATENTIE!
In timpul acestor operatii sarma este sub tensiune si de asemenea este presata mecanic, astfel incat daca nu se respecta normele specifice de protectie pot apare socuri electrice sau accidentari:
se va purta echipamentul de lucru si protectie necesar (manusi, sort , ochelari sau masca);
nu se va indrepta pistoletul catre corpul operatorului;
nu se va indrepta pistoletul catre butelia de gaz.
Verificati daca viteza de
avans a sarmei este
5.7. INCARCAREA BOBINEI DE SIRMA IN PISTOLETUL PUSH-POOL
Asigurati-va ca rolele de tragere a sirmei, tubul de ghidaj sirma, si tubul de contact montat in pistolet, au aceleasi dimensiune cu sirma ce va fi utilizata si asigurati-va ca toate componentele sint asamblate corect.
indepartati capacul prin desurubarea surubului de fixare.
pozitionati bobina de sirma pe suportul acesteia.
slabiti rola presoare si indepartati-o de rola de antrenare.
eliberati capatul sirmei , taiati partea deteriorata cu o scula care sa nu lase bavuri, rasuciti bobina de sirma in sensul invers acelor de ceasornic si introduceti capatul liber al sirmei in ghidajul acesteia, astfel incit sirma sa intre 50-100 mm, in tubul de ghidaj sirma.
repozitionati rola presoare, reglind presiunea la o valoare intermediara, si verificati ca sirma este asezata corect in canalul de ghidare a rolei de antrenare.
Reglati dispozitivul de frinare din suportul de asezare a rolei cu ajutorul surubului corespunzator.
Conectati echipamentul de sudura cu ajutorul intrerupatorului pornit-oprit, apasati butonul de comanda al pistoletului si asteptati pina cind capatul liber al sirmei iese 10-15 cm la duza pistoletului., apoi eliberati butonul de comanda.
5.8. CONECTAREA BUTELIEI DE GAZ PROTECTOR
Pentru siguranta in transport, utilizati o butelie de capacitate mica sau medie, care va fi fixata bine cu lantul de protectie, pe suportul destinat acesteia.
Fixati reductorul de presiune pe valva cilindrului de gaz. Se va folosi adaptorul corespunzator care se furnizeaza optional , atunci cand se utilizeaza argon sau amestec argon +CO2.
Fixati tubul de racord, conectandu-l cu un capat la reductor si cu celalalt la conectorul de pe panoul din spate al aparatului.
Lasati liber valva de reglare a regulatorului inainte de a deschide ventilul tubului de gaz.
Deschideti tubul de gaz si reglati debitul necesar de gaz (l/min) conform tehnologiei de sudura
Verificati toate conexiunile pentru a evita pierderile inutile de gaz.
Dupa terminarea lucrului, verificati ca valva regulatoruli este bine inchisa.
SUDAREA
6.1. PROGRAMAREA PARAMETRILOR DE SUDARE
Apasati comutatorul 6 pentru cel putin 3 secunde.
a). Setarea vitezei de avans a sirmei
Rotiti comutatorul 7 din pozitia r_1 in pozitia 0 (in pozitia r_1 motorul de impingere a sirmei se opreste incet, in timp ce in pozitia 0 viteza de lucru se atinge imediat). Toate celelalte valori (r_, r_2, etc.) sint valori intermediare pe curba de crestere a vitezei de avans a sirmei.
Pentru reintoarcerea la valorile presetate de fabricant apasati comutatoarele 9 si 10 simultan, pentru 3 secunde.
Pentru a iesi din modul de programare, apasati comutatorul 6 din nou, pentru cel putin 3 secunde.
b). Setarea perioadei de scadere a curentului
Apasati comutatorul 6.
Rotiti comutatorul 7 pentru a schimba perioada de scadere a curentului.
Pentru revenirea la valorile presetate de fabricant, apasati comutatoarele 9 si 10 simultan, pentru 3 secunde.
Pentru a iesi din modul de programare apasati comutatorul 6 din nou, pentru cel putin 3 secunde.
c). Setarea perioadei pre-gaz
Apasati comutatorul 6
Rotiti comutatorul 7 pentru a schimba perioada pre-gaz.
Pentru a reveni la valorile presetate de fabricant, apasati comutatorul 6 din nou, pentru cel putin 3 secunde.
6.2. RESETAREA TUTUROR PARAMETRILOR LA VALORILEPRESETATE
Daca comutatoarele 9 si 10 sint apasate simultan, toti parametrii programati si viteza de avans a sirmei revin la valorile presetate.
6.3. SUDAREA OTELULUI
Odata efectuate operatiile precedente ceea ce ramine de facut este sa legati clestele de masa de piesa ce va fi sudata. Tineti pistoletul deasupra piesei la o distanta adecvata; daca distanta este prea mica riscati sa gauriti piesa iar daca distanta este prea mare cordonul de sudura va fi poros. Pentru inceput va recomandam sa efectuati incercari asupra unor rebuturi pentru a putea alege perfect regimul de sudare: curent si viteza de avans a firului. Daca arcul duce la formarea de picaturi si are tendinta sa se stinga atunci mariti viteza de avans a firului sau micsorati curentul. Daca firul loveste violent piesa improscind scintei atunci reduceti viteza.
a) SUDAREA CU PISTOLET STANDARD
Va amintim ca fiecare tip de sarma de sudura da cele mai bune rezultate pentru un anume curent si o anumita viteza. Astfel ca pentru lucrari importante si de lunga durata este bine sa incercati mai multe tipuri si dimensiuni de sarma pentru a-l alege pe cel optim.
Porniti aparatul si selectati curentul de sudare prin intermediul comutatorului rotativ.
Selectati tipul de material, tipul de gaz si diametrul sirmei, prin apasarea butoanelor de selectie (12, 11, 10).
Pe display va aparea curentul de sudare programat; daca comutatorul 6 este apasat, pe display apare viteza de avans a sirmei, presetata de fabricant. In aceste conditii, ledul de avertizare este aprins. Este posibila marirea sau micsorarea vitezei de avans a sirmei prin intermediul comutatorului 7. In acest caz LED-ul de avertizare nu mai este activ.
Apasati butonul de pornire al pistoletului pentru a incepe sudarea.
In timpul sudarii se poate vizualiza curentul de sudare actual pe display.
Este posibila modificarea vitezei de avans a sirmei in timpul sudarii prin actionarea comutatorului 7; in acest caz, pe display va aparea viteza sirmei; valoarea curentului va reaparea imediat ce ajustarea vitezei de avans a sirmei va fi completa.
In conditii critice de sudare, LED-ul indicator al diametrului sirmei, se va aprinde.
Important: Aparatul va memoriza toti parametrii de sudura (material, gaz, diametrul sirmei, viteza de avans a sirmei) pentru fiecare pozitie, dupa terminarea sudarii.
b) SUDAREA CU PISTOLET PUSH-PULL
Porniti aparatul si selectati curentul de sudare prin intermediul comutatorului rotativ.
Selectati tipul de material, tipul de gaz si diametrul sirmei, prin apasarea comutatoarelor 12, 11, 10 respectiv.
Pe display va aparea curentul de sudare programat; daca comutatorul 6 este apasat, pe display apare viteza de avans a sirmei, presetata de fabricant. In aceste conditii, ledul de avertizare este aprins. Este posibila marirea sau micsorarea vitezei de avans a sirmei prin intermediul comutatorului 7. In acest caz LED-ul de avertizare nu mai este activ.
Apasati butonul de pornire al pistoletului pentru a incepe sudarea.
In timpul sudarii este posibil de vizualizat curentul de sudare actual pe display.
Este posibila modificarea vitezei de avans a sirmei in timpul sudarii prin actionarea comutatorului 7; in acest caz, pe display va aparea viteza sirmei; valoarea curentului va reaparea imediat ce ajustarea vitezei de avans a sirmei va fi completa.
In conditii critice de sudare, LED-ul indicator al diametrului sirmei, se va aprinde.
Important: Aparatul va memoriza toti parametrii de sudura (material, gaz, diametrul sirmei, viteza de avans a sirmei) pentru fiecare pozitie, dupa terminarea sudarii.
6.4. SUDAREA ALUMINIULUI
Pentru aceasta se va folosi Argon sau pentru lucrari mai pretentioase un amestec Argon-Heliu.
Sarma utilizata trebuie sa aiba aceleasi caracteristici si compozitie chimica cu ale materialului piesei ce va fi sudata. Oricum se va folosi un fir de aliaj de aluminiu/siliciu, in nici un caz aluminiu pur.
Sudura in aluminiu nu prezinta dificultati particulare. Singurul lucru ce trebuie avut in vedere este o antrenare buna a firului de-a lungul ghidajului din interiorul cablului pistoletului, stiind ca aluminiul este un material moale (aceste dificultati cresc odata cu micsorarea diametrului firului).
Pentru sudarea aluminiului se vor efectua urmatoarele operatii:
Inlocuiti ghidajul din otel al pistoletului cu unul din teflon;
Utilizati tuburi de contact pentru aluminiu;
Uitlizati galeti de antrenare pentru aluminiu;
Toate aceste piese sunt oferite ca accesorii optionale pentru sudarea aluminiului.
6.5. SUDAREA IN PUNCTE
Cu acest aparat se pot asambla doua table suprapuse prin procedeul de punctare cu aport de material.
Utilajul are incorporat un temporizator ce permite reglarea timpului de sudare, obtinindu-se puncte de caracteristici si dimensiuni identice.
Pentru efectuarea operatiei se vor efectua urmatoarele:
Se va inlocui duza de gaz cu una speciala ('crenelata') furnizata optional;
Puneti comutatorul de reglaj al vitezei sarmei pe pozitia de maxim;
Puneti comutatorul pe pozitia 'TIMER';
Reglati timpul de punctare in functie de grosimea tablelor.
Pentru executia punctarii se aseaza duza pistoletului pe prima tabla, se apasa butonul de actionare al pistoletului; firul aduce in stare de fuziune prima tabla, o traverseaza, ajunge pe a doua si formeaza intre ele un con de material topit. Butonul de actionare va fi tot timpul apasat, oprirea punctarii facindu-se in mod automat de catre 'TIMER'.
Acest procedeu permite realizarea unui tip de punctare dificil de obtinut cu un aparat traditonal de sudare prin puncte, dat fiind ca se pot suda table la care accesul prin partea inferioara este imposibil.
Pe de alta parte operatia se realizeaza foarte usor datorita greutatii reduse si a maliabilitatii pistoletului.
Limitele utilizarii acestui sistem sunt date numai de grosimea primei table, dimensiunile celei de a doua piese neintrind in calcul.
6.6. INCALZIREA TABLELOR
Pentru acest procedeu se va uitliza un set special cod 802035.
In domeniul caroseriilor, dupa diversele operatii de sudura si tinichigerie, tabla este supusa unei operatii de revenire pentru a o aduce la forma initiala. Acest lucru se facea pina acum incalzindu-se tabla cu flacara oxiacetilanica pina la aprox. 800 C dupa care se racea rapid cu o cirpa uda.
Prin acest procedeu tabla sufera ceea ce in limbaj curent se numeste 'recoacere'.
Aceasta operatie poate fi inlocuita acum utilizind aparatul MASTERMIG astfel:
Se scoate tubuletul de contact al pistoletului si se inlocuieste cu electrodul de carbune (si cu port-electrodul).
Puneti comutatorul de reglaj al curentului pe poz.1; evitati sa-l puneti pe poziti superioare pentru a nu supraincalzi aparatul.
Desurubati butonul arcului de presiune pentru a evita antrenarea firului de catre galeti.
Puneti in contact electrodul de carbune cu zona ce urmeaza a fi intinsa, in acest caz tabla incalzindu-se; apoi treceti imediat cu un burete ud peste zona tratata. Daca zona este de marime redusa procedati ca la sudarea prin puncte, punind electrodul in contact cu tabla doar citeva secunde si apoi trecind cu buretele (cirpa) ud peste ea.
INTRETINERE
ATENTIE !
Nu demontati panourile laterale sau frontale ale aparatului si nu interveniti in interiorul lui decat dupa ce l-ati debransat de la sursa de tensiune. Un eventual control efectuat sub tensiune pooate provoca un soc electric grav cauzat de contactul direct cu partile sub tensiune.
a). SURSA DE PUTERE
Periodic si in orice caz cat mai frecvent, conform cantitatii de praf acumulate in interiorul aparatului si a prafului existent in mediul in care lucreaza, inspectati interiorul aparatului si indepartati praful depus pe transformator, redresor si bobina de filtraj, cu ajutorul unui jet de aer comprimat uscat (max. 10 bari).
Evitati dirijarea jetului de aer comprimat pe circuitele electronice. Acestea pot fi sterse cu ajutorul unei perii, pensule sau solvent adecvat.
Verificati periodic starea cablurilor, contactelor si a legaturilor electrice.
La sfarsitul operatiilor, montati panourile laterale strangand suruburile de fixare.
Evitati sudarea cu aparatul deschis.
b) PISTOLETUL
Nu amplasati pistoletul sau cablurile de sudura pe piese fierbinti, pentru a evita deteriorarea acestora.
Verificati periodic starea duzei de gaz, a tubului de ghidaj sarma si a tubului de contact si inlocuiti piesele ce prezinta uzura.
Lafiecare schimbare a rolei de sarma suflati tubul de ghidaj sarma cu aer comprimat, pentru a indeparta depunerile din interior.
c ) DERULATORUL DE SARMA
Controlati stringerea colierelor si a racordului la butelie.
Verificati starea de uzura a rolelor de antrenare si indepartati pilitura metalica acumulata.
MASCA DE PROTECTIE
Masca de protectie trebuie utilizata pe toata durata procesului de sudare in scopul protejarii ochilor de radiatiile luminoase generate de arcul electric. In acelasi timp masca permite observarea procesului de sudare.
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2026 - Toate drepturile rezervate -| |
|
|
|||||||
|
|||||||
|
|||||||
Esee pe aceeasi tema | |||||||
|
| |||||||
|
|||||||
|
|
|||||||