|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Tehnica mecanica
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica Oteluri si fonte |
Oteluri si fonte
OTELURI SI FONTE
1. Domeniul otelurilor carbon si al fontelor in diagrama Fe-C
In figura 1 se observa ca dupa continutul de carbon, aliajele se impart in doua categorii:
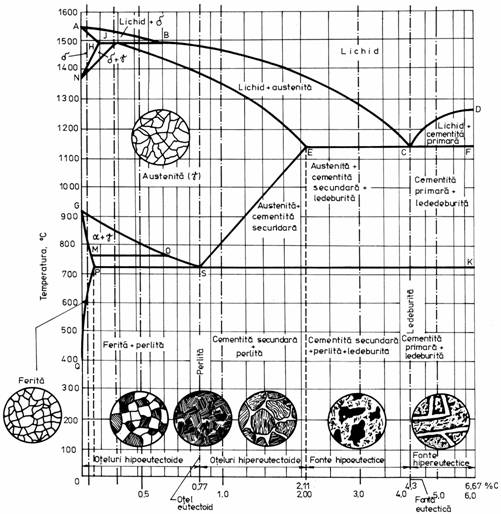
Figura 1. Domeniul otelurilor carbon si al fontelor in diagrama Fe-C.
- oteluri, care contin pana la 2,11 % C;
- fonte, cu un continut de carbon de la 2,11 pana la 6,67 % C.
Dupa continutul de carbon (pozitia in diagrama in raport cu punctul eutectoid S), otelurile se subimpart in:
- oteluri hipoeutectoide, care contin pana la 0,77 % C si la temperatura ambianta prezinta o structura alcatuita din ferita si perlita;
- oteluri eutectoide, care contin 0,77 % C si au la temperatura ambianta o structura perlitica;
- oteluri hipereutectoide, care contin intre 0,77 si 2,11 % C si a caror structura, la temperatura ambianta este formata din perlita si cementita secundara.
La randul lor, dupa continutul de carbon (pozitia in diagrama in raport cu punctul eutectic C), fontele se clasifica in:
- fonte hipoeutectice care contin intre 2,11 si 4,3 % C si a caror structura, la temperatura ambianta, este alcatuita din perlita, cementita secundara si ledeburita;
- fonte eutectice, care contin 4,3 % C si a caror structura, la temperatura ambianta, este formata numai din ledeburita;
- fonte hipereutectice, care contin intre 4,3 si 6,67 % C, avand la temperatura ambianta o structura alcatuita din ledeburita si cementita primara.
Fontele din sistemul Fe-Fe3C se numesc fonte albe datorita aspectului argintiu al rupturii, determinat de prezenta masiva a cementitei.
2. OTELURILE CARBON
Asa dupa cum s-a aratat mai inainte, aliajele cu continut de carbon sub 2,11 % sunt otelurile carbon.
2.1. Influenta elementelor insotitoare asupra structurii si proprietatilor otelurilor carbon
In timpul procesului de elaborare a aliajelor metalice, in acestea raman pe langa componentii de baza si cei de aliere, o serie de alte elemente. Unele dintre acestea pot influenta nefavorabil structura si proprietatile aliajelor, numindu-se impuritati nocive, sau altele pot influenta favorabil numindu-se in acest caz, impuritati neutre. Aceste elemente au fost numite elemente insotitoare deoarece sunt prezente in mod obisnuit in aliaj.
In categoria elementelor insotitoare intra: manganul, siliciul, sulful, oxigenul, fosforul, azotul si hidrogenul.
Manganul provine in otel din feromanganul introdus in timpul elaborarii pentru dezoxidare si desulfurare. Manganul, partial se dizolva, partial formeaza o serie de compusi chimici in otel. La temperatura ordinara, fierul a dizolva pana la 10 % Mn. Dizolvandu-se in ferita, manganul o durifica imbunatatindu-se astfel proprietatile mecanice.
De asemenea manganul formeaza cu carbonul, carbura de mangan Mn3C care contribuie la marirea duritatii si rezistentei la rupere a otelului.
Deci observam ca manganul are o influenta pozitiva asupra otelurilor carbon, la aceasta adaugandu-se si faptul ca el contracareaza influenta negativa a sulfului. In timpul elaborarii otelului, deoarece are o afinitate mai mare pentru sulf decat fierul, manganul leaga astfel sulful in sulfura de mangan (MnS) care avand o greutate specifica mai mica, se ridica la suprafata baii metalice si se elimina prin zgura. In cazul in care sulfura de mangan ramane totusi in otel, ea are o influenta mai putin daunatoare decat sulfura de fier, deoarece are o temperatura de topire mai ridicata decat sulfura de fier.
Manganul se mai poate gasi in otel si sub forma de incluziuni nemetalice cum sunt: MnO, MnS, MnOSiO2 , (MnO)2Si2 , care se prezinta in mod obisnuit sub forma de incluziuni la limita grauntilor.
Conform standardelor, cantitatea de mangan in otelurile carbon este de maximum 0,8 %. Daca se depaseste acest procentaj manganul nu mai este considerat element insotitor, ci element de aliere si otelul nu mai este otel carbon, ci otel aliat cu mangan.
Siliciul provine in otel, partial din fonta bruta care a servit la elaborarea otelului, partial din captuseala cuptorului de elaborare, din zgura si din ferosiliciul utilizat pentru dezoxidare.
Deoarece la temperatura ordinara fierul alfa dizolva pana la 14 % Si, in cea mai mare parte siliciul se dizolva in ferita ridicandu-i duritatea si limita de elasticitate.
Datorita afinitatii mari fata de oxigen siliciul apare in otel sub forma de incluziuni nemetalice de oxizi ca SiO2 (silice) sau silicati sau oxizi-silicati ca (FeO)2SiO2 ; (MnO)2SiO2 ; SiO2 , care in urma deformarii plastice (laminarii) primesc o forma alungita rezultand in oteluri structura fibroasa.
De obicei, siliciul se adauga in otelurile carbon la dezoxidare sub forma de ferosiliciu, in scopul legarii oxigenului si reducerii oxidului feros (FeO). In otelurile astfel dezoxidate incomplet (semicalmate), continutul de siliciu este de 0,1 %. In otelurile necalmate continutul de siliciu este sub 0,02 % Si.
Daca cantitatea de siliciu in aliaj depaseste 1 % atunci siliciul este considerat element de aliere, iar aliajul se considera otel aliat cu siliciu. In otelurile carbon de constructie continutul admis de siliciu este de maximum 0,5 %.
Sulful provine in otel din fonta bruta care a servit pentru elaborarea otelului, iar in aceasta ajunge din minereu si mai ales din cocsul utilizat la elaborarea fontei. Nu se dizolva in ferita ci formeaza in otel sulfuri, in special sulfura de fier (FeS) care formeaza la randul ei cu fierul un eutectic (Fe-FeS) care se plaseaza la limitele grauntilor, topindu-se la temperatura relativ scazuta (985 °C).
Acest eutectic, prin incalzirea otelului pentru forjare, la temperaturi de 800-1200 °C se topeste, facand materialul "fragil la cald". Deci, sulful confera otelului "fragilitate la cald" sau "fragilitate la rosu", fenomen nedorit care poate fi prevenit prin limitarea continutului de sulf la max. 0,04 %.
Dupa cum s-a aratat mai sus, efectul daunator al sulfului este contracarat de mangan. Daca sulful se gaseste sub forma de sulfura de mangan de forma globulara, repartizata uniform in otel, atunci poate avea un efect pozitiv deoarece imbunatateste prelucrarea prin aschiere a otelului. Tocmai pentru acest motiv se admite prezenta sulfului in cantitati mai mari si anume de 0,15-0,30 % S, in otelurile pentru automate care trebuie sa dea o aschie fragila care sa se rupa in bucatele.
Fosforul provine in otel din fonta bruta de furnal, iar in aceasta din urma, din minereu. Continutul de fosfor din otel este in functie de procedeul prin care a fost elaborat otelul. In otelul elaborat in convertizorul Bessemer, continutul de fosfor din fonta se pastreaza in intregime continand O0,07-0,12 % P. Prin aplicarea procedeelor bazice, fosforul este in mare parte indepartat, astfel incat in otelul Martin bazic, el ramane doar in cantitati de 0,02-0,04 %. Continutul de fosfor in otelul electric este sub 0,02 %. In otel in cea mai mare parte fosforul se dizolva in ferita, formand cu aceasta o solutie solida de substitutie. Fosforul avand un diametru atomic mare, deformeaza reteaua, ridicandu-i feritei duritatea si rezistenta, dar coborandu-i in acelasi timp plasticitatea si tenacitatea. La 0,3 % P, de exemplu, rezilienta devine aproape nula. Se spune din aceasta cauza ca fosforul confera otelului fragilitate la rece.
Cantitatile de fosfor admise in diferite oteluri sunt functie de proprietatile care se urmaresc si de destinatia aliajelor respective. Astfel in otelurile pentru automate, din care se executa in general piese mai putin solicitate si de la care se cere in primul rand formarea unei aschii fragile la operatiile de aschiere, fragilitatea conferita de fosfor joaca un rol favorabil si continutul admis de fosfor in aceste oteluri se ridica pana la 0,1 - 0,15 % P.
Cantitatea de fosfor admisa in otelurile destinate executarii unor piese solicitate si la socuri, pentru a se asigura o tenacitate corespunzatoare, este in valori de sutimi de procent, in functie de continutul de carbon si structura otelului respectiv.
In otelurile cu continut ridicat de carbon cum sunt de exemplu otelurile de scule in care si asa tenacitatea este mai redusa, continutul de fosfor este limitat la 0,03 % P. In otelurile cu continut scazut de carbon, care au in general o plasticitate si tenacitate mai buna, se admite un continut de fosfor de maximum 0,04 % P.
In otelurile destinate executarii tablelor subtiri pentru ambutisari adanci, ce pot fi executate numai din materiale cu o plasticitate foarte buna si o limita de elasticitate redusa, continutul de fosfor trebuie sa fie la limita inferioara (0,02 - 0,03 % P).
Oxigenul provine in otel, partial din fonta in care ajunge din minereuri si partial din contactul cu aerul in timpul elaborarii otelului. Oxigenul mai poate patrunde in otelul in stare solida in timpul incalzirii la temperatura ridicata, prin difuzia care are loc de-a lungul limitelor grauntilor.
Oxigenul se gaseste in otel, dizolvat in solutie solida alfa in cantitate foarte mica (sub 0,05 %), dar mai ales sub forma de compusi chimici numiti oxizi. In timpul elaborarii o parte din oxizi se ridica la suprafata topiturii si se elimina impreuna cu zgura, iar o parte raman in otel sub forma de incluziuni.
In otel pot aparea urmatoarele tipuri de oxizi : oxidul feros (FeO), care atunci cand are atomi de oxigen in exces se numeste wustita, oxidul feric (Fe203) numit si hematita si magnetita (Fe304). Wustita, la racire la 550 °C se descompune in fier si magnetita iar hematita si magnetita sunt stabile pana la temperatura mediului ambiant.
Pe langa oxizii de fier, in structura aliajului mai apar si compusi ai oxigenului cu alte elemente cum ar fi: Al203 , Si02 , Cr03 , Ti02 , Zr02 , (FeMn)O, FeOSiO2 , AI2O3FeO si altele.
|
Continutul maxim de oxigen in otelurile carbon este de 0,05 %.
Azotul provine in otel din aerul cu care vine in contact la elaborare, motiv pentru care continutul de azot din otel este influentat de procedeul prin care a fost elaborat otelul, variind functie de aceasta intre 0,01 - 0,03 % N.
In otelurile electrice, continutul de azot este mai ridicat decat in otelurile Martin, iar in otelurile elaborate in convertizor, mai ridicat decat in otelurile electrice.
Azotul se gaseste dizolvat in solutie solida alfa, la temperaturi peste 590 °C, unde se poate mentine si prin calire. De la aceasta temperatura, solubilitatea azotului scade cu scaderea temperaturii si la racire, ferita devine suprasaturata in azot, eliminand azotul in exces sub forma de nitrura de fier (Fe4N). Aceasta separare determina cresterea fragilitatii otelului, deci micsorarea rezistentei.
Deformarea plastica la rece favorizeaza separarea azotului din ferita suprasaturata si deci aparitia fenomenului de fragilizare.
Fragilizarea otelului determinata de precipitarea azotului in exces, sub forma de nitruri sau a carbonului in exces sub forma de cementita tertiara, poarta denumirea de imbatranire a otelului. La otelurile deformate plastic, imbatranirea se produce la temperaturi inferioare temperaturii de recristalizare si ea apare in cursul a 15 -16 zile de la aceasta deformare, la temperatura ordinara, iar cand temperatura este de 200 - 350 °C, apare in cateva minute. Ea este mai frecventa la asa numitele oteluri moi, cu continut scazut de carbon, care in mod obisnuit prezinta o plasticitate si rezistenta la socuri foarte bune.
Hidrogenul provine in otel in timpul elaborarii, fie din adaosurile care contin hidrogen si care sunt introduse in otel la elaborare (ferosiliciu, var), fie din captuseala cuptorului sau a oalei de turnare. Hidrogenul mai poate fi absorbit de otel si prin difuzie, in timpul incalzirii aliajului solid.
In cazul decaparii otelurilor, hidrogenul patrunde in acesta si formeaza sufluri de decapare. In acest caz limitarea patrunderii hidrogenului deci formarea suflurilor se poate face prin adaugarea de inhibitori in solutia de decapare.
Hidrogenul se poate afla in otel sub doua forme de baza si anume: in stare atomica, cand formeaza cu fierul o solutie solida de interstitie si in stare moleculara, cand ramane inclus la locul de formare, creand presiuni asupra aliajului solidificat, presiuni ce pot da nastere la fisuri microscopice, denumite fulgi. In general fulgii apar in otelurile aliate deformate plastic la cald, in cazul in care dupa aceasta, racirea nu s-a facut suficient de lent pentru ca hidrogenul in exces sa se poata elimina din otel. Deci, pentru a evita aparitia fulgilor, racirea dupa deformarea plastica la cald trebuie facuta cu viteza mica.
Din cele de mai sus se observa ca hidrogenul determina scaderea rezistentei si tenacitatii, facand otelul fragil.
2.2. Clasificarea si simbolizarea otelurilor carbon
In momentul de fata dispunem de mai multe tipuri de clasificari ale otelurilor carbon, avand la baza criterii diferite de simbolizare.
Daca se vor lua pe rand fiecare din clasificarile prezentate, se pot arata urmatoarele in legatura cu marcile cuprinse in clasificarea respectiva si in legatura cu simbolizarea acestor marci. Simbolurile sunt grupe de litere si cifre, care cauta sa redea, in mod sintetic, principalele caracteristici ale otelului respectiv.
In functie de principiul care a stat Ia baza simbolizarii, simbolizarile otelurilor pot sa dea indicatii privind compozitia chimica a otelului respectiv, caracteristicile lui mecanice, destinatia otelului sau chiar procedeul prin care a fost elaborat.
In cazul clasificarii dupa modul de prelucrare, in cadrul simbolurilor se face precizarea daca otelul a fost turnat sau a fost deformat plastic (laminat, forjat, matritat etc.). Aceasta precizare este necesara deoarece proprietatile pieselor obtinute prin deformare plastica sunt mai bune decat a celor obtinute prin turnare.
Cand otelul a fost obtinut prin turnare, in simbol apare litera "T", iar cand a fost obtinut prin laminare, litera "L".
Cea mai raspandita clasificare a otelurilor carbon este cea dupa domeniul lor de utilizare, subimpartindu-se in doua mari clase:
- oteluri de constructie si
- oteluri de scule.
Otelurile de constructie sunt destinate a fi utilizate in:
- constructiile metalice (poduri metalice, structuri metalice etc.) si in
- constructiile mecanice, adica executarea de piese pentru diferite masini, instalatii, utilaje, masini unelte, automobile etc.
Otelurile de scule sunt destinate executarii de scule pentru prelucrarea metalelor si anume: atat scule destinate prelucrarii metalelor prin aschiere (cutite de strung, freze, burghie etc.) cat si scule pentru prelucrarea metalelor prin deformari plastice (matrite, poansoane, filiere etc.) si scule pentru efectuarea de masuratori (calibre).
Cea mai mare parte a otelurilor carbon de constructie o reprezinta otelurile de constructie cu destinatie generala, care pot fi de doua feluri:
- oteluri carbon obisnuite si
- oteluri carbon de calitate.
Otelurile carbon obisnuite sunt folosite in mod curent pentru constructii metalice sau piese de masini mai putin solicitate, motiv pentru care, in mod obisnuit, nu se trateaza termic. Deoarece piesele confectionate din aceste oteluri vor avea caracteristicile mecanice cu care sunt livrate de producatorul otelului, in simbolurile otelurilor carbon, se mentioneaza valoarea principalei caracteristici mecanice, rezistenta la rupere minima (Rm ).
Simbolizarea acestor oteluri se face prin doua litere care indica: O - otel; L - laminat (sau T - turnat), urmat de doua cifre, care indica rezistenta la rupere prin tractiune, minima, exprimata in daN/mm2 (ex. OL 32; OT 40).
Produsele laminate se livreaza de obicei fara tratament termic sau cu tratament de normalizare, care poate fi inlocuit, in unele cazuri, cu o racire dirijata, in vederea obtinerii caracteristicilor mecanice cerute. Produsele forjate se livreaza in stare normalizata sau recoapta.
Otelurile carbon de calitate se deosebesc de otelurile carbon obisnuite prin calitatea mai buna pe care o au, calitate rezultata dintr-o elaborare mai ingrijita si de un continut mai scazut in elemente daunatoare (sulf si fosfor). Datorita calitatii mai ridicate a acestor oteluri, ele sunt folosite pentru confectionarea de piese de raspundere mai mare, supuse la solicitari mai importante inclusiv Ia socuri.
O alta deosebire intre otelurile carbon obisnuite si cele de calitate, consta in faptul ca daca primele nu se trateaza termic in mod obisnuit, celelalte se trateaza termic in mod curent pentru ridicarea suplimentara a proprietatilor.
Acest lucru influenteaza simbolizarea otelurilor carbon de calitate ce se face nu dupa proprietatile mecanice care se schimba in cursul tratamentelor ci dupa compozitia chimica (continutul de carbon) care nu se schimba in timpul operatiilor de tratament termic. Compozitia chimica este necesara a fi cunoscuta pentru stabilirea parametrilor de tratament termic.
Otelurile carbon de calitate se supun urmatoarelor operatii de tratament termic: cementare + tratament termic final la otelurile de cementare si imbunatatire (calire + revenire inalta) Ia otelurile de imbunatatire.
Simbolurile acestor oteluri cuprind:
- grupul de litere OLC care indica otel (O), laminat (L), de calitate (C);
- grupul de cifre (10 - 60) care indica continutul de carbon in sutimi de procente (0,1 - 0,6).
Otelurile carbon de scule se subimpart in: oteluri carbon de scule cu destinatie precisa si oteluri carbon de scule cu destinatie generala.
Oteluri carbon de scule cu destinatie generala se utilizeaza pentru executarea sculelor si anume: scule de aschiere, scule folosite la deformari plastice (matrite, poansoane) si instrumente de masura (calibre etc.).
Proprietatile pe care trebuie sa le aiba otelurile de scule pentru a asigura o functionare corespunzatoare sculelor respective sunt:
- duritate ridicata (60 - 65 HRC), superioara celei a materialului de aschiat;
- tenacitate suficienta, astfel incat taisurile sculelor sa nu se stirbeasca sub apasarea aschiilor;
- rezistenta la uzura ridicata, pentru a asigura pastrarea dimensiunii si formei taisului sculei timp indelungat;
- stabilitate la temperaturi ridicate, asa incat materialul sa-si poata mentine duritatea si proprietatile aschietoare, chiar dupa incalziri repetate, ce au loc in timpul aschierii, mai ales la viteze de aschiere mai mari;
- calibilitate buna.
Sunt situatii in care ultimele doua proprietati sunt deficitare Ia otelurile carbon de scule si in aceasta situatie se utilizeaza oteluri aliate de scule.
Otelurile carbon de scule se trateaza termic.
Principiul de simbolizare a otelurilor carbon de scule are la baza compozitia chimica, exprimata prin procentajul de carbon.
Grupul de litere are urmatoarea semnificatie: O - otel; S - scule; C - carbon; M - un continut mai ridicat de mangan iar cifra indica continutul mediu de carbon, in zecimi de procente.
In general otelurile de scule au un continut de carbon variind intre 0,6 si 1,3 % C.
3. FONTE
3.1. Microstructura si proprietatile fontelor albe
Fontele albe au un continut de carbon mai mare de 2,11 % C, fiind situate in diagrama fier-cementita in domeniul din dreapta punctului E (2,11 % C). Structura fontelor albe este indicata in campurile diagramei Fe-Fe3C. In functie de pozitia lor fata de punctul eutectic (C) se disting:
- fontele albe hipoeutectice, cu continut de carbon variind intre 2,11 - 4,3 % si cu structura formata din perlita, cementita secundara si ledeburita;
- fontele albe eutectice, continand 4,3 % C si avand o structura ledeburitica;
- fontele albe hipereutectice, cu un continut de carbon intre 4,3 si 6,67 % C cu structura formata din ledeburita si cementita primara.
In structura fontelor albe intra o cantitate mare de cementita. Datorita duritatii foarte ridicate a cementitei (750 HB) si a ledeburitei (700 HB), fontele albe sunt aliaje foarte dure dar si foarte fragile, motiv pentru care au o utilizare limitata in constructia de masini.
Sunt utilizate fontele albe hipoeutectice, in care nu apare cementita primara, iar ledeburita se gaseste in cantitati mai reduse si fragilitatea ridicata este atenuata de prezenta perlitei. Fontele albe perlitice sunt folosite pentru executarea corpurilor de macinare din morile de ciment pentru macinarea klinkerului.
In constructia de masini, din fonta alba se toarna piese care sunt supuse ulterior operatiei de maleabilizare, prin care sunt obtinute in final piese din fonta maleabila.
3.2. Fonte cu crusta dura
Acestea au o utilizare ceva mai larga decat fontele albe. Caracteristica acestor fonte este ca ele au structuri diferite in miez si Ia suprafata, datorita diferitelor viteze de racire. Datorita unor raciri mai lente in miez, transformarile au loc partial dupa diagrama fier-grafit, obtinandu-se o structura de fonta cenusie, in timp ce la suprafata, viteza de racire mai mare face ca transformarile sa se produca dupa diagrama fier-cementita cu formarea unei structuri de fonta alba.
Grosimea stratului de fonta alba de la suprafata (crusta dura) este de 12-30 mm, avand duritate mare si rezistenta ridicata la uzura. El se obtine in general prin turnarea fontei respective in forme metalice (cochile) care racesc mai intens.
Din fonta cu crusta dura se toarna piese care lucreaza in conditii de uzura foarte intensa cum sunt: cilindrii de laminor pentru siderurgie, calandrii pentru industria chimica si a hartiei, axele cu came pentru motoarele cu ardere interna, rotile pentru vagoane etc.
3.2. Fonte cenusii
Explicarea formarii structurii fontelor cenusii, necesita utilizarea atat a diagramei fier-grafit cat si a diagramei fier-cementita, deoarece carbonul se poate separa in ambele forme: atat sub forma de grafit cat si sub forma de cementita. Aceasta situatie este determinata de valorile reciproce ale energiilor libere pe care le au lichidul, cementita si grafitul in diferite intervale de temperatura.
Microstructura fontelor cenusii (figura 2) este formata din incluziuni de grafit inglobate intr-o masa metalica de baza.
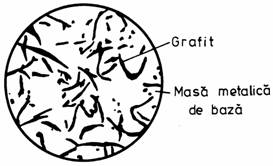
Figura 2. Schema microstructurii fontei cenusii, sc.: 100:1.
3.2.1. Clasificarea, simbolizarea, proprietatile si domeniile de utilizare ale fontelor cenusii
Fonta cenusie are masa metalica de baza formata din diferiti constituenti, in functie de conditiile concrete in care s-a format structura respectiva. Astfel, masa metalica de baza poate fi:
- feritica, in cazul in care carbonul a suferit o grafitizare totala, fonta numindu-se fonta cenusie feritica;
- ferito-perlitica, in cazul in care a avut loc o descompunere partiala a cementitei din eutectoid, fonta numindu-se fonta cenusie ferito-perlitica;
- perlitica, in cazul in care transformarea eutectoida a avut loc dupa sistemul fier-cementita, fonta numindu-se fonta cenusie perlitica;
- perlito-cementitica, in cazul in care transformarea eutectoida a avut loc dupa sistemul fier-cementita, iar cementita secundara nu a suferit descompunere sau a suferit doar descompunere partiala, fonta numindu-se fonta cenusie perlito-cementitica.
Proprietatile diferitelor tipuri de fonta cenusie sunt determinate de constituentii din structura lor.
Fonta cenusie feritica, avand in structura ferita, care este moale si plastica, va prezenta o rezistenta mai redusa (Rm = 12 daN/mm2 ) si o tenacitate mai buna.
Fonta cenusie ferito-perlitica avand in structura pe langa ferita si constituentul mai dur si mai rezistent, care este perlita, va avea o rezistenta (Rm = 12 - 18 daN/mm2 ) si o duritate mai ridicata decat fonta cenusie feritica.
Astfel, fontele feritice si ferito-perlitice se folosesc in constructia de masini pentru confectionarea de piese putin solicitate.
Fonta cenusie perlitica, avand o structura perlitica se caracterizeaza printr-o rezistenta si mai buna (Rm = 24 daN/mm2 ) din ea confectionandu-se: pistoane, cilindrii, corpuri de mecanisme etc.
Cu cat perlita din structura este mai fina, cu atat proprietatile mecanice sunt mai ridicate.
Fonta cenusie perlito-cementitica, avand in structura pe langa perlita si particule de cementita care au o duritate si mai ridicata si in special o rezistenta la uzura superioara, este utilizata pentru confectionarea de piese solicitate la uzura ca de exemplu segmenti de piston.
Simbolizarea fontei cenusii se face dupa proprietatile ei mecanice respectiv dupa rezistenta la rupere la tractiune. Simbolul se compune din literele Fc, care indica fonta (F) cenusie (c), urmata de trei cifre care indica rezistenta minima la rupere la tractiune in N/mm2.
De exemplu, simbolul Fc 100 indica o fonta cenusie cu rezistenta la rupere Ia tractiune minima de 100 N/mm2.
Ultimele doua marci (Fc 350 si Fc 400) sunt fonte modificate si se fabrica numai cu acordul producatorului.
Proprietatile mecanice ale fontelor cenusii pot fi ridicate actionand asupra structurii ei, adica asupra masei metalice de baza si a incluziunilor de grafit.
Asupra incluziunilor de grafit se va actiona in sensul obtinerii acestor incluziuni: in cantitati mai mici, de dimensiuni mai reduse si de forme cat mai convenabile. S-a constatat, ca in ceea ce priveste forma incluziunilor, efectul cel mai nefavorabil il exercita capetele ascutite ale incluziunilor care provoaca efectul de crestatura in masa fontei, iar mai convenabila ar fi forma cu capetele rotunjite sau forma globulara (nodulara). Se poate obtine grafit de forme mai convenabile in fontele maleabile si in fontele modificate.
Asupra masei metalice de baza se poate actiona in vederea imbunatatirii proprietatilor prin:
- alierea fontelor cenusii si obtinerea de fonte cenusii aliate;
- tratament termic aplicat fontelor cenusii.
3.3. Fonte maleabile
La aceste fonte grafitul se obtine sub forma de grafit in cuiburi sau grafit de recoacere, (figura 3), in urma descompunerii cementitei .
Aceasta reactie are loc ca rezultat a supunerii fontei albe unei operatii de tratament termic, numita recoacere de maleabilizare.
Prin recoacere de maleabilizare care consta in incalzirea, mentinerea la anumite temperaturi si racirea ulterioara cu anumite viteze de racire a fontei albe, cementita din fonta alba se descompune, dupa reactia prezentata mai sus, rezultand carbonul sub forma de grafit in cuiburi.
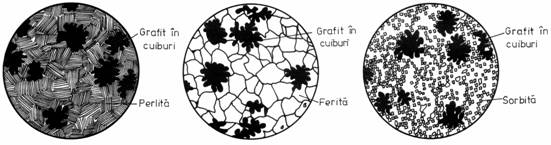
Figura 3. Microstructura fontelor maleabile: albe (a), negre (b) si perlitice (c), sc. 200: 1.
In figura 4 este prezentata ciclograma recoacerii de maleabilizare.
In ciclograma prezentata observam doua regimuri distincte de maleabilizare (a si b), diferenta intre ele constand in modul cum se face racirea la traversarea punctului critic A1 , la care are loc transformarea eutectoida.
Daca traversarea acestui punct se face cu o viteza mai mare (regimul a), reactia eutectoida se produce dupa sistemul fier-cementita, obtinandu-se eutectoidul cu cementita (perlita). In acest caz, masa metalica a fontei maleabile va fi perlitica, cu sectiunea de rupere de culoare alba stralucitoare, motiv pentru care fonta poarta denumirea de fonta maleabila cu inima alba (figura 3,a).
Daca traversarea punctului critic A1 se face cu o viteza mai mica (regimul b), reactia eutectoida se produce dupa sistemul Fe-Grafit si austenita se va transforma in eutectoid cu grafit, format din ferita + grafit. In acest caz, masa metalica a acestei fonte va fi feritica, iar cantitatea de grafit din structura va fi mai mare, deci sectiunea de rupere va apare de culoare inchisa, motiv pentru care fonta poarta denumirea de fonta maleabila cu inima neagra (figura 3,b).
O alta categorie de fonta maleabila este fonta maleabila perlitica. Aceasta fonta, dupa maleabilizare se mai supune suplimentar unor operatii de tratament termic care transforma masa metalica de baza in structuri de neechilibru cu proprietati mecanice ridicate (sorbita, troostita, bainita, martensita etc), structuri care se vor analiza in capitolul referitor la tratamente termice.
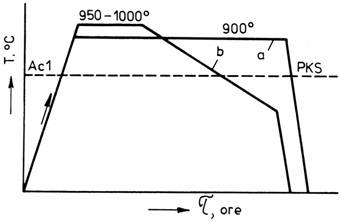
Figura 4. Ciclograma recoacerii de maleabilizare pentru obtinerea fontei maleabile cu inima alba (a) respectiv neagra (b).
Deoarece obtinerea fontelor maleabile este de lunga durata (100 - 120 ore), s-au cautat procedee mai rapide de obtinere a lor.
Procesul de grafitizare poate fi accelerat prin:
- inocularea fontei lichide cu aluminiu;
- ridicarea temperaturii de incalzire, inainte de turnare;
- ridicarea temperaturii de incalzire de la recoacerea de maleabilizare;
- o incalzire la 350 - 400 °C timp de 7 - 8 ore inainte de maleabilizare, in scopul eliminarii mai complete a oxigenului si azotului din fonta.
Aceste procedee micsoreaza stabilitatea cementitei, maresc viteza de difuzie a carbonului, accelerand astfel procesul de grafitizare.
Cea mai eficace metoda consta in combinarea inocularii cu aluminiu cu degazarea prin incalzire la 350 - 400 °C inainte de maleabilizare.
Simbolizarea fontelor maleabile se face astfel: F - fonta, m - maleabila; a - alba; n - neagra sau p - perlitica, iar cifrele adaugate simbolului reprezinta rezistenta la rupere prin tractiune, exprimata in N/mm2 .
Fontele maleabile, datorita proprietatilor mecanice superioare, se folosesc pentru executarea unor piese de mai mare raspundere, solicitate la sarcini statice apreciabile, precum si la sarcini dinamice si vibratorii cum ar fi: punti spate pentru autovehicule, carlige, coliere, bucsi etc.
Dupa cum s-a aratat, influentarea formei grafitului prin maleabilizare prezinta dezavantajul unei durate lungi care mareste pretul de cost al pieselor turnate din fonta maleabila, motiv pentru care se utilizeaza un procedeu mai rapid si mai ieftin si anume modificarea fontelor cenusii si obtinerea fontelor modificate.
3.4. Fonte modificate
Prin introducerea (inocularea) in fonta cenusie topita a unor substante numite modificatori, se obtine fonta modificata. Sunt utilizate urmatoarele categorii de fonte modificate:
- fonte modificate cu grafit lamelar;
- fonte modificate cu grafit vermicular;
- fonte modificate cu grafit nodular.
In figura este prezentata forma grafitului din cele trei categorii de fonte modificate.
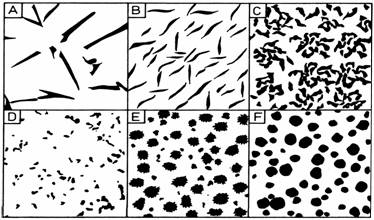
Figura Principalele forme ale incluziunilor de grafit: A - grafit lamelar grosolan cucapete ascutite; B - grafit lamelar fin cu capete rotunjite; C - grafit vermicular; D - grafit punctiform; E - grafit in cuiburi; F - grafit nodular.
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2025 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Proiecte pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||