|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Tehnica mecanica
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica Repararea cilindrilor - forma geometrica interioara a cilindrilor |
Repararea cilindrilor - forma geometrica interioara a cilindrilor
Forma geometrica interioara a cilindrilor se modifica fie datorita cauzelor termodinamice in timpul functionarii motorului (conicitate 2 si ovalitate 3 - Fig.13), fie unor agenti chimici (coroziunea) sau abraziunii impuritatilor (rizuri).
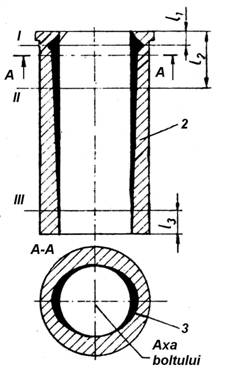
Fig.13 Uzura normala a unei camasii de cilindru:
I, II, III - plane de masurare a ovalitatii si conicitatii, I11, I21, I3 -distantele panelor de masurare a uzurilor; 1 - plan de uzura; 2 - conicitate; 3 - ovalitate.
Constatarea
se poate face vizual si prin masurarea cu ceasul comparator cu cadran. Se
admite, in general, o conicitate si valitate maxima de
Remedierea
consta in alezarea si honuirea cilindrilor. Camasile de cilindru
se dezincrusteaza in solutii alcaline la temperatura de
Blocul motor cu cilindrii nedemontabili se fixeaza direct sau pe masa masinii de alezat, iar camasile de cilindru cu ajutorul unor dispozitive. Masina de alezat este verticala si poate lucra cu una sau doua cutite (al doilea pentru finisare).
Se prelucreaza mai intai cilindrul cel mai uzat pentru a obtine treapta de reparatie la care vor fi alezati si ceilalti cilindri (cota unitara).
Dupa alezare, cilindrii se spala si se supun controlului care impune: lipsa de pete sau rizuri, conicitate si ovalitate la limitele admise. Numarul treptelor de reparatie difera dupa tipul motorului.
Dupa alezare, se face o superfinisare (honuire) pe masini speciale si in acest scop, s-a lasat adaos de prelucrare.
Dupa honuire,
suprafata trebuie sa fie perfect lucioasa (oglinda cilindrului), iar
conicitatea si ovalitatea sa nu depaseasca 0,005-
Se procedeaza apoi, la sortarea si marcarea camasilor de cilindri, pe grupe de reparatii.
Camasile de cilindru se monteaza in blocul-motor, prin presare cu dispozitive speciale, dupa ce s-au asezat inelele de etansare in canalele respective (care se ung cu emulsie de sapun sau ulei) si s-au centrat in locasurile lor.
Se rebuteaza cilindrii: fisurati, cu diametrul ghidajelor de centrare mai mic ca cel normal, cu alezajul ce depasesc ultima cota de reparatie.
Blocurile motor cu cilindri nedemontabili, se pot camasui si realiza la cota nominala.
Cilindrii sunt alezat la 2-3 sau chiar 6 cote de reparatie.
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2025 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Lucrari pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||