|






 |  |

| Afaceri | Agricultura | Comunicare | Constructii | Contabilitate | Contracte |
| Economie | Finante | Management | Marketing | Transporturi |
Silvicultura
|
|
Qdidactic » bani & cariera » agricultura » silvicultura Optimizarea sistemelor in industria lemnului |
Optimizarea sistemelor in industria lemnului
OPTIMIZAREA SISTEMELOR IN INDUSTRIA LEMNULUI
Tematica lucrarilor de laborator este:
Sa se elaboreze un studiu de optimizare pentru S.C. Mobicor SA Vrancea
Studiul va cuprinde:
A)Partea scrisa
1. Prezentarea situatiei existente (produsul, tehnologia, activitatea specifica din Industria Lemnului, etc. ).
2. Stabilirea criteriului de optimizare.
3. Elaborarea modelului matematic si rezolvarea criteriului de optimizare.
4. Prezentarea problemei si a solutiei optimizate.
5. Efectuarea de calcule tehnico-economice care sa puna in evidenta veridicitatea solutiei optime determinate.
B) In cadrul lucrarilor vor fi prezentate schite, desene si alte evidentieri, fotografii care au stat la baza studiului.
A)Partea scrisa
1. Prezentarea situatiei existente (produsul, tehnologia, activitatea specifica din Industria Lemnului, etc. ).
1.1. Situatia actuala la fabrica de mobila S.C. Mobicor SA Vrancea.
Scurt istoric al S.C. MOBICOR S.A. Corabia
Societatea comerciala Mobicor SA are sediul in Corabia, Bd. Bucuresti nr. 4, jud. Vrancea, telefon 037-214.800, fax 037-213.136. Este inmatriculata la Registrul Comertului sub numarul J39/383/1991 iar codul fiscal este 1440425.
Societatea s-a infiintat in 1963, cand era cunoscuta sub denumirea de Intreprinderea de Produse Finite din Lemn Corabia. In 1972 intra in functiune fabrica de placi aglomerate din fibra si denumirea societatii se schimba in Combinatul de Prelucrarea Lemnului Corabia. In 1990 s-a desfiintat aceastǎ societate si a luat fiinta SC Mobicor Vrancea SA. Obiectul de activitate Producerea si comercializare mobila, placi aglomerate din fibra (PAF) si alte produse din lemn. Principalele produse realizate de societate sunt: mobilier pentru apartament si placi aglomerate din fibra (PAF). Capitalul social este de 22.647.867 mii lei, divizat in 22.647.867 actiuni cu valoarea nominala de 1.000 lei. Actionari semnificativi. Fondul Proprietatii de Stat a vandut catre Asociatia Salariatilor un numar de 8.730.675 actiuni, in acest fel PAS detine 39,99%. Pe data de 17 ianuarie 2001 a fost raportat un nou actionar semnificativ, Dl. Enache N. Florin care detine 8,53% din capitalul social. Tranzactionare. Actiunile emise de SC Mobicor Vrancea SA se tranzactioneaza la categoria a II A Bursei de Valori Bucuresti din data de 04.01.1999, sub simbolul MPF.
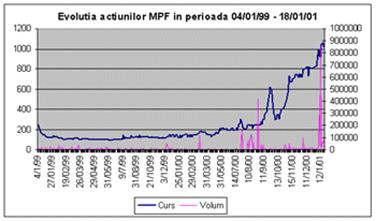
Capitalizarea societatii in data de 18 ianuarie este de 27,17 mld. lei fata de o capitalizare bursiera totala de 23.296 mld. lei. Pe termen mediu si lung tendinta de evolutie a pretului a fost crescatoare, reflectata si de valorile medii ale pretului de inchidere; astfel inchiderea curenta este cu 242% mai mare decat valoarea medie a ultimelor 200 sedinte.
|
|
10 sedinte |
50 sedinte |
200 sedinte |
|
Inchidere medie |
993 |
766 |
350 |
|
Volum mediu |
142.006 |
38.119 |
17.428 |
Se observa ca aprecierea puternica a pretului de tranzactionare s-a realizat in conditiile unor volume de tranzactionare in crestere. Ultimul pret de tranzactionare a prezentat urmatoarele variatii in raport cu inchiderea din perioadele anterioare:
|
Pret curent |
1 sedinte |
10 sedinte |
30 sedinte |
60 sedinte |
|
1.200 |
+13% |
+46% |
+60% |
+241% |
Aprecieri puternice ale pretului, pe termen scurt, se remarca in perioadele: 11-28 sep. 1999 de la 295 lei la 650 lei/actiune; 01- 10.11.2000 de la 430 lei la 800 lei/actiune (maxim zilnic) si de la 820 lei (05 ian 2001) la 1.200 lei/actiune cotatia curenta. Istoric, pretul minim de tranzactionare s-a inregistrat in 1999, de 94 lei/actiune iar maximul a fost de 1200 lei in anul curent. Rezultate economico-financiare. Societatea Mobicor Vrancea SA a realizat pe primele nou luni ale anului trecut o cifra de afaceri de 85 mld. lei, in crestere cu 29% fata de valoarea realizata pe perioada similara a anului 1999; fata de valoarea inregistrata la sfarsitul anului 1999 reprezinta 91%. Desi profitul net la 30.09.2000 este de 1.185 mil. lei, de peste 3 ori mai mare decat in 1999, marjele de rentabilitate (prezentate in tabel) sunt nesatisfacatoare (rezultate in mil lei):
|
Indicator |
Sept. 99 |
Sept. 00 |
|
Rez. din exploatare |
6.108 |
2.237 |
|
Rez. Financiar |
-4.134 |
-1.367 |
|
Rez. Exceptional |
-1.251 |
532 |
|
Rezultat net |
361 |
1.185 |
Se observa ca fata de perioada similara a anului 1999, profitul net inregistrat la 30 septembrie 2000 se datoreaza in special reducerilor cheltuielilor financiare cu 50%, de la 6 mld. lei la 3 mld. lei. Din activitatea de baza rezultatul este in scadere, de la 6,1 mld (sept. 99) si 6,7 mld. lei (dec. 99) la 2,2 mld. lei (sept. 00).
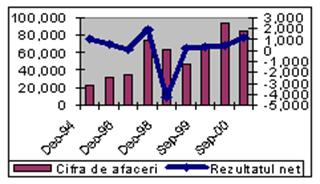
In cadrul veniturilor totale obtinute de societate un procent cuprins intre 42 si 52% il reprezinta veniturile aferente activitatii de export.
Indicatori de profitabilitate:
|
|
Sept.99 |
Sept.00 |
|
Marja bruta a profitului |
1,10% |
1,65% |
|
Marja neta a profitului |
0,55% |
1,39% |
|
Rata de profitabil. a activelor |
0,45% |
1,38% |
|
Rentabilitatea capitalului propriu |
0,70% |
2,23% |
|
Rata curenta a lichiditatii |
94% |
118% |
|
Grad de indatorare |
57% |
62 |
Repartizarea profitului :
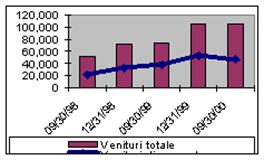
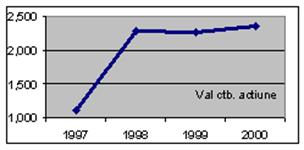
Profitul realizat in 1999 a fost destinat acoperirii pierderilor din anul precedent.Valoarea contabila a unei actiuni este de 2.346 lei la 30 septembrie 2000, aflata pe un trend ascendent.
|
1999 |
2001 |
2003 |
2005 |
|
900 |
1300 |
1900 |
2800 |
|
|
|
|
|
|
|
|
|
|
Raportul dintre valoarea contabila si pretul de tranzactionare s-a depreciat de la 17,46 (sept. 99) si 16,22 (dec. 99) pana la 4,26 (sept. 00) ca urmare a aprecierii foarte puternice a cursului de tranzactionare.
Dividende.
Pentru anii 1998 si 1999 nu au fost distribuite dividende. BVC2000. Conform hotararilor AGA din 07.04.2000, pentru anul trecut au fost prevazute venituri totale de 124,5 mld. lei, cheltuieli totale de 120 mld. lei, profit brut de 4,5 mld. lei si un profit net de 3 mld. Lei.
Produse realizate in fabrica. Materii prime si materiale. Masini folosite si personal de deservire.
Societatea comerciala Mobicor SA produce mobilier atat pentru tara cat si pentru strainatate, colaborand cu tari ca: Franta, Germania, Olanda, Italia, Israel. Realizeaza diferite produse cum ar fi:
- dulapuri: --dulap bar;
--dulap TV;
--dulap cu 2, 3, 4 usi;
--dulap incaltaminte;
-bufeturi: -- bufet cu 2, 3, 4 usi (cu usi rabatabile);
-- bufet cu usi si sertare;
-- bufet + vitrina;
-- bufet TV;
-mese: -- mese joase;
-- masute;
-- masa extensibila;
-- masa TV;
-- masa cafea;
-comode: -- comoda pantofi;
-- comoda cu sertare;
-- comoda cu usi si sertare;
-- comoda TV;
-cuiere, paturi, vitrine, noptiere, suporti florari, veselare, bonetiere, etc.
Societatea comerciala Mobicor SA, foloseste ca materii prime urmatoarele:
Cherestea de rasinoase, in special de brad;
Cherestea de foioase: stejar, fag, tei, plop;
Furnire de: - rasinoase;
-foioase : fag, stejar, plop;
PAL, PAF, PAL caserat, PAL emailat, PAL melaminat, placaj.
Iar ca materiale societatea foloseste urmatoarele:
Baituri, lacuri( lacuri nitrocelulozice, lacuri opace, lacuri pe baza de apa), vopseluri;
Feronerie: balamale demontabile, suruburi pentru lemn, geamuri, oglinzi.
Combinatul este compus din:
![]() Sectia mobila I
Sectia mobila I
![]() Sectia panouri520 muncitori
Sectia panouri520 muncitori
Sectia prototip
Sectia mecano-energetic
Uscatorie
Magazii de produse finite
Magazii de piese de schimb.
Pavilionul administrativ al societatii este alcatuit din:
- Proiectare -- 7 ingineri;
- Aprovizionare -- 4 persoane;
- Desfacere -- 4 persoane;
- Contabilitate -- 7 persoane;
- Sectorul de paza -- 12 persoane.
1.3. Fluxul tehnologic actual pentru fabricarea mobilierului.
Sectorul de masini I
In acest sector se prelucreaza elementele de cherestea si anume putem prelucra rame de usi, coroane, soclu, picioare strunjite, borduri, elemente profilate.
Pentru inceput se introduce cheresteaua la ferastraul circular pendula prezentat in fig.1, unde se va dimensiona dupa o lista de croire a reperelor din produs tinandu-se cont a se lasa supradimensiuni de prelucrare atat la lungime cat si la latime (normal se va lasa o supradimensiune de 2cm. la lungime si o supradimensiune de 1cm. la latime).
Pentru a putea prelucra la aceasta masina avem nevoie de doua persoane, si anume muncitorul principal si cel auxiliar.
Circularul pendula PF-450 are urmatoarele date tehnice:
 - lungimea
totala (standard) 4 m - latimea mesei (standard) 200 mm
- lungimea
totala (standard) 4 m - latimea mesei (standard) 200 mm
- inaltimea taierii (standard) 150 mm
- diametrul fierastraului Ø 500 mm
- motor 1,5 - 3,6 kW
- Constructie sudata din otel.
Fig.1
 Operatia
urmatoare ce are loc o reprezinta spintecarea elementelor cu ajutorul
circularului de spintecat cu avans mecanic (multiplu) prezentat in fig.2 cu
ajutorul circularului de spintecat cu o panza (cu avans manual). Acestea
pot fi deservite de doi muncitori.
Operatia
urmatoare ce are loc o reprezinta spintecarea elementelor cu ajutorul
circularului de spintecat cu avans mecanic (multiplu) prezentat in fig.2 cu
ajutorul circularului de spintecat cu o panza (cu avans manual). Acestea
pot fi deservite de doi muncitori.
Circularul multilama de spintecat (fig.2) are urmatoarele caracteristici:
-latime max de lucru: 800mm;
-inaltime max de lucru: 80mm;
-avans cu role superioare;
-dim panze: max 100 - 220mm; Fig.2
-putere motor principal: 11 kW;
-putere motor avans: 0.75 kW;
 Dupa
operatia de spintecare se
va continua cu operatia de indreptare, care consta in indreptarea
unei fete si a unui cant cu ajutorul masinii de indreptat
deservita de un muncitor.
Dupa
operatia de spintecare se
va continua cu operatia de indreptare, care consta in indreptarea
unei fete si a unui cant cu ajutorul masinii de indreptat
deservita de un muncitor.
Masina de Indreptat Abricht(fig.3):
- dimensiunile mesei de indreptare:
L/l = 2100/300 mm;
- grosime max. de indreptare: 15 mm;
- numar cutite: 3 buc;
- puterea motorului: 3 kW;
- structura robusta;
fig.3
 Pentru a ajunge la dimensiunea neta a elementelor vom utiliza
masina de rindeluit la grosime deservita de doi muncitori, sau
masina de rindeluit pe patru fete direct deservita de doi muncitori.
Pentru a ajunge la dimensiunea neta a elementelor vom utiliza
masina de rindeluit la grosime deservita de doi muncitori, sau
masina de rindeluit pe patru fete direct deservita de doi muncitori.
Masina de rindeluit la grosime (fig.4) are urmatoarele caracteristici:
-dim. de lucru: l/i = 410/200mm;
-batiu din fonta;
-dim. batiu: L/l = 730/420mm;
-nr. cutite pe arbore: 3 cutite;
-lungime min. de lucru: 160mm;
-putere motor: 3kW;
-avans reglabil: 6-12 m/min;
-dim. de gabarit:
L/l/i = 850/700/1400 mm;
-greutate: 312 kg;
fig.4
fig.4
Masina de rindeluit pe 4 fete este prezentata in fig.5 si are urmatoarele date tehnice:
 -Dimensiuni
utilaj: 2800 x 1500 x 1400
-Dimensiuni
utilaj: 2800 x 1500 x 1400
-Latime maxima de taiere:300 mm
-grosime maxima de taiere: 100 mm
-4 motoare/2 x 5,5 Kw/2 x 0,25 Kw/380
fig.5
fig.5
Dupa aceste operatii obligatorii, urmeaza operatiile de prelucrare:
 prin frezare
executate pe masina normala de frezat (fig.6), respectiv pe FAS (fig.7) ;
prin frezare
executate pe masina normala de frezat (fig.6), respectiv pe FAS (fig.7) ;
Masina normala de frezat are urmatoarele caracteristici:
-Dimensiunile mesei principale: 960 x 1100 mm
-Cursa mesei principale: 160 mm
-Dimensiunile mesei culisante: 350 x 1100 mm fig.6
-Cursa mesei culisante: 900 mm
-inaltimea mesei de la sol: 875 mm
-inclinarea axului port scula: 0° - 45°
-Turatia axului port scula: 3000, 4500, 6000, 9000 rot/min
-Diametrul axului de frezat: 25 si 30 mm
-Motor de actionare: putere: 3 / 3,8 kW
turatie; 1500 / 3000 rot/min
 -Diametrul maxim
al sculei: 300mm
-Diametrul maxim
al sculei: 300mm
-Greutatea neta: 1240 kgcca.
Masina de frezat cu ax superior are urmatoarele date tehnice:
-Dimensiunile mesei: lungime: 800 mm
latime 600 mm
-Cursa pe 'Z' a sculei: 80 mm
-Cursa mecanica pe 'Z' a mesei: 150 mm
-Cursa totala: 230 mm fig.7
-Turatia sculei: 8520 / 17040 rot/min
-Putere motor scula: 1,5 / 2 kW
-Unghi de inclinare cap de lucru: ± 30°
-Dimensiuni de gabarit: 1100 x 600 x 1600 mm

Operatii de gaurire pe masina de gaurit orizontala cu ax oscilant prezentata in fig.9 si pe masina de gaurit multiplu prezentata in fig.8 cu caracteristicile corespunzatoare.
Caracteristici ale masinii de gaurit multiplu:
- 19 mandrine,
-latime lucru 630mm,
-motor 1,5 kw,
-agregat inclinabil 0-45°.
Caracteristicile masinii de gaurit si scobit orizontala
 GSO:
GSO:
-Dimensiunea mesei de lucru: 600 x 280 mm
-Turatia arborelui principal: 4500 rot/min
-Deplasarea pe orizontala a mesei de lucru: 220 mm
-Deplasarea pe verticala a mesei de lucru: 150 mm
-Adancimea maxima a gaurii: 150 mm fig.9
-Diametrul gaurii: 5 - 20 mm
-Puterea electromotorului de actionare: 2,2 kW fig.9
-Turatia electromotorului de actionare: 3000 rot/min
-Dimensiuni de gabarit: lungime: 1100 mm
latime: 600 mm
inaltime: 960 mm
-Greutate : 400 kg.
Operatia de cepuire se va face cu ajutorul masinii simple de cepuit.
Slefuirea se face cu ajutorul masinii de slefuit cu banda orizontala cu contact de jos, masina de slefuit cu bile, disc vertical de slefuit, disc orizontal de slefuit.
Masina de slefuit cu banda orizontala (fig.10) are urmatoarele date tehnice:
-Dimensiuni utilaj: 4000 x 1400 x 1700 mm
 -Motor 4 kW / 380 V / 1420 RPM
-Motor 4 kW / 380 V / 1420 RPM
-Dimensiuni masa: 2500 x 800
-Latimea benzii: 160 mm
Fig.10
Canturile se slefuiesc pe masini de slefuit cu banda verticala.
Pentru reperele profilate, slefuirea se face manual in sectorul de verificare in alb.
La sectia de formare panouri din lemn masiv, reperele componente ale unui panou sunt aduse de la Sectorul de masini I.
Asamblarea panourilor se realizeaza folosindu-se o linie de imbinat panouri. Tot pentru realizarea panourilor se folosesc presele orizontale.
Iar pentru imbinarea reperelor cu grosimi mari se folosesc presele verticale.
Reperele ce urmeaza a fi furniruite, vor merge la sectorul prelucrari panouri.
Sectorul de masini II Pregatire II prelucrari panouri PAL
Prima operatie este cea de formatizare a panourilor din PAL, operatie ce se face cu ajutorul unui ferastrau dublu de formatizat panouri;
marginile foii de PAL se inlatura la ferastraul simplu de spintecat.
Furnirul se imbina cu fir fuzibil folosindu-se masina de imbinat furnir prezentata in fig.11, si apoi este retezat la dimensiunile dorite, folosindu-se foarfeca ghilotina.
Caracteristicile masinii de imbinat furnir sunt urmatoarele:

-lipire cu fir fuzibil;
-latime max. de lucru: 780 mm;
-actionare electrica, la pedala;
-4 viteze de lucru;
fig.11
Furniruirea panourilor se face la presa multietajata, iar aplicarea furnirului pe canturi se face folosind masina de furniruit canturi.
Operatiile de gaurit panouri se executa pe masina de gaurit multipla, pe masina de gaurit verticala.
Sectorul Premontaj
Reperele, atat din PAL cat si cele din lemn masiv, ajung la sectorul de premontaj unde se asambleaza in subansamble.
Asamblarile se fac prin diverse sisteme constructive (capse, cepuri ).
Subansamblele corpurilor in constructie fixa ajung in sectorul de montaj, unde se face asamblarea corpurilor dupa care acestea vor fi duse in sectorul de finisare corp, unde finisarea se face in cabine de pulverizat cu perdea de apa.
Subansamblele corpurilor in constructie demontabila se finiseaza separate, folosindu-se robotul de pulverizare pentru baituire, iar tunelul de pulverizare si masina de turnat lac pentru lacuire.
 Masina de
turnat lac e prezentata in fig.12, avand o latime de lucru de 1400mm.
Masina de
turnat lac e prezentata in fig.12, avand o latime de lucru de 1400mm.
Fig.12
Ambalarea
Reperele pentru mobila livrata in constructie demontabila precum si corpurile finisate livrate in constructie asamblata, ajung in sectorul de ambalare.
Ambalarea se face in cutii de carton 5R(5 straturi).
Pentru realizarea ambalajului se foloseste masina de biguit si perforat.

Fig.13 Masina de biguit si perforat GPM 315
Coala de biguit este reglabila de-a lungul unei scale cu pas de 2 mm si este dotata cu o rigla inclinata la 45 . Cu ajutorul riglelor de pozitionare se poate acoperi o lungime de 15-280 mm, iar rigla auxiliara face posibila realizarea unei pozitii suplimentare de reglare.
Masina este echipata cu un contrabig multifunctional, prevazut cu doua tipuri de canale: cel ingust pentru carton subtire, iar cel lat pentru carton mai gros. Pe partea opusa a contrabigului se afla un material elastic pentru operatiunea de perforare. Contrabigul este accesibil prin slabirea surubului de fixare a placutei de siguranta; acesta se poate reintroduce in patru pozitii diferite (doua de bigiure si doua de perforare).
Pe placa de presiune superioara este montat un portcutit, prevazut cu un cutit de biguire si unul de perforare.
|
SPECIFICATII |
GPM 315 |
|
|
|
Biguire |
Perforare |
|
Lungimea maxima |
315 mm |
315 mm |
|
Gramaj hatie (max. g/m2) |
400 |
250 |
|
Unghiul de lucru |
0-90 |
0-90 |
|
Grosimea bigului |
1,2 / 1,8 mm |
|
|
Actionare |
manuala |
|
|
Dimensiuni |
500 x 380 x 95 mm |
|
|
Masa |
13 kg |
|
Reperele si corpurile necorespunzatoare vor fi duse in sectorul de retus, unde se fac remedierile necesare.
1. 2Stabilirea criteriului de optimizare.
Optimizarea se va face la nivelul calculului economic.
Produsul in cauza este o noptiera ce apartine mobilierului unui dormitor.
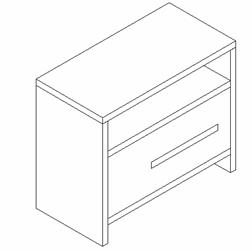
A) Descriere tehnica a noptierei:
1. Generalitati:
Noptiera face parte din categoria mobilierului destinat depozitarii si se executa in constructie fixa.
2. Dimensiuni:
Dulapul are urmatoarele dimensiuni de gabarit:
- Lungime: 500 mm.
- Adancime: 250 mm.
- Inaltime: 420 mm.
Noptiera are un singur sertar:
- Culisarea sertarului se face cu ajutorul sinelor de glisare cu role (culoarea maro);
- Fetele de sertar sunt prevazute cu manere;
3. Materiale si executie:
Toate reperele se executa din panouri obtinute prin imbinarea lamelelor din cherestea de stejar, cu exceptia spatelui corp si a fundului de sertar care se executa din placaj de fag.
Reperele rezultate din aceste panouri trebuie sa corespunda dimensional fiselor tehnologice, precum si toate celelalte prelucrari.
4. Repararea panourilor:
--repararea se face daca este cazul cu ajutorul barcutelor;
5. Finisarea:
Operatia de finisare se face pe repere inainte de montare.
- Desprafuire;
- Colorare: prin pulverizare cu pistol diuza ø1.4 si presiune 2.5 atm;
- Uscare: 2 ore la 20°C;
- Grunduirea: suprafetele interioare si exterioare se pulverizeaza cu un strat de lac universal ML5507-10 diluat, cu o vascozitate de 25 secunde prin CF ø4 mm;
- Uscare: 45 min. la 20°C;
- Slefuire: abraziv granulatie 320;
- Desprafuire;
- Lacuire: suprafetele exterioare si interioare se pulverizeaza cu un strat de lac universal ML 5507-10 diluat, cu o vascozitate de 25 secunde prin CF ø4 mm;
- Uscare: 45 min. la 20°C;
6. Montarea:
- Sertarul se monteaza cu cepuri si aracet;
7. Retus, daca este cazul.
Conditii de calitate:
Nu se admit defecte ale lemnului precum:
- Coloratii ale lemnului ;
- Fisuri, crapaturi si gauri de insecte;
- Noduri negre;
- Mucegai;
- Grupari de noduri si barcute pe panourile exterioare;
- Chituiri;
- Noduri crapate cu fisuri mai mari de 1 mm;
Se admit:
- Noduri sanatoase 5 pana la 8 buc/mp , cu diametre sub 20mm, disipate pe toata suprafata;
- Inlocuirea nodurilor cazatoare cu diametrul de pana la 20 mm cu sectiuni diferite, inlocuirea trebuie facuta corect;
- Mici coloratii ale lemnului care se pot estompa prin aplicarea materialului de finisare;
- Nodurile crapate cu fisuri pana la 1 mm. Nu se chituiesc.
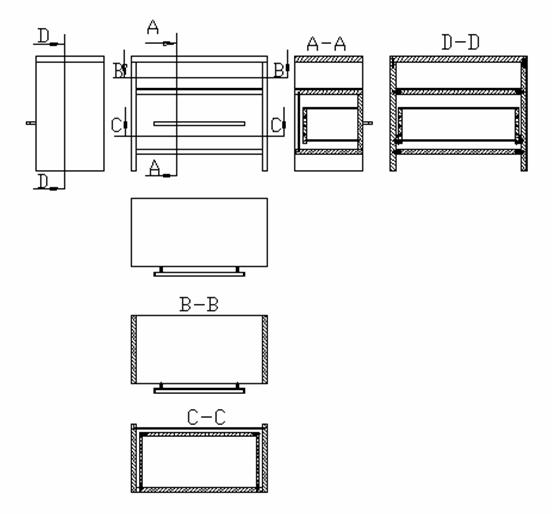
VEDERI, SECTIUNI:
B) Nomenclator de repere. Necesarul de materii prime. Calculul suprafetelor.
Nomenclator de repere pentru noptiera
|
Nr.crt. |
Denumire reper |
Cod |
Material |
Buc.pe prod. |
Dimensiuni nete [mm] |
Dimensiuni brute [mm] |
||||||||
|
L |
l |
g |
L |
l |
g |
|||||||||
|
|
Perete lateral |
01.01.00. |
Ch.St.ClsA g=25 |
2 |
400 |
250 |
20 |
420 |
255 |
25 |
||||
|
1 |
Elem.per.lateral |
01.01.01. |
Ch.St. Cls.A g=25 |
10 |
400 |
50 |
22 |
420 |
55 |
25 |
||||
|
|
Placa superioara |
01.02.00. |
Ch.St. Cls.A g=25 |
1 |
500 |
250 |
20 |
520 |
255 |
25 |
||||
|
2 |
Element placa superioara |
01.02.01. |
Ch.St. Cls.A g=25 |
10 |
500 |
50 |
22 |
520 |
55 |
25 |
||||
|
|
Placa intermed.+placa inf. |
01.03.00. |
Ch.St. Cls.A g=25 |
2 |
460 |
250 |
20 |
480 |
255 |
25 |
||||
|
3 |
Element placa intermediara |
01.03.01. |
Ch.St.Cls.A g=25 |
20 |
460 |
50 |
22 |
480 |
55 |
25 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
4 |
Sipca rezistenta |
01.03.02. |
Ch.St.Cls.A g=20 |
2 |
400 |
20 |
20 |
420 |
25 |
25 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
Usa mijloc
|
01.04.00. |
Ch.St.Cls.A g=25 |
1 |
1890 |
432 |
20 |
1910 |
437 |
25 |
||||
|
5 |
Element usa mijloc |
01.04.01. |
Ch.St.Cls.A g=25 |
9 |
1890 |
50 |
22 |
1910 |
55 |
25 |
||||
|
6 |
Sipca rezistenta |
01.04.02. |
Ch.St.Cls.A g=20 |
2 |
400 |
20 |
20 |
420 |
25 |
25 |
||||
|
|
Placa intermediara laterala |
01.05.00. |
Ch.St.Cls.A g=20 |
2 |
866 |
610 |
20 |
886 |
615 |
25 |
||||
|
7 |
Element placa int. laterala |
01.05.01. |
Ch.St.Cls.A g=25 |
26 |
866 |
50 |
22 |
886 |
55 |
25 |
||||
|
|
Placa intermediara mijloc |
01.06.00. |
Ch.St.Cls.A g=25 |
1 |
433 |
610 |
20 |
453 |
615 |
25 |
||||
|
8 |
Element placa mijloc |
01.06.01. |
Ch.St.Cls.A g=25 |
13 |
433 |
50 |
22 |
453 |
55 |
25 |
||||
|
|
Polite laterale |
01.07.00. |
Ch.St.Cls.A g=25 |
2 |
866 |
580 |
20 |
886 |
585 |
25 |
||||
|
9 |
Element polita laterala |
01.07.01. |
Ch.St.Cls.A g=25 |
24 |
866 |
50 |
22 |
886 |
55 |
25 |
||||
|
|
Polite mijloc |
8/1/2000 |
Ch.St.Cls.A g=25 |
3 |
433 |
580 |
20 |
453 |
585 |
25 |
||||
|
10 |
Element polita mijloc |
01.08.01. |
Ch.St.Cls.A g=25 |
36 |
433 |
50 |
22 |
453 |
55 |
25 |
||||
|
|
Sertar |
01.04.00. |
Ch.St.Cls.A g=25 |
2 |
|
|
|
|
|
|
||||
|
4 |
Fata sertar |
01.04.01. |
Ch.St.Cls.A g=25 |
1 |
460 |
200 |
20 |
480 |
205 |
25 |
||||
|
5 |
Laterale sertar |
01.04.02. |
Ch.St.Cls.A g=25 |
2 |
200 |
130 |
12 |
220 |
135 |
25 |
||||
|
6 |
Spate sertar |
01.04.03. |
Ch.St.Cls.A g=25 |
1 |
416 |
130 |
12 |
436 |
135 |
25 |
||||
|
7 |
Fund sertar |
01.04.04. |
Placaj g=4 |
1 |
424 |
196 |
4 |
444 |
201 |
4 |
||||
|
|
Sertar mijloc |
01.09.01. |
Ch.St.Cls.A g=25 |
1 |
|
|
|
|
|
|
||||
|
15 |
Fata sertar mijloc |
01.09.01. |
Ch.St.Cls.A g=25 |
1 |
432 |
250 |
20 |
452 |
255 |
25 |
||||
|
16 |
Laterale sertar mijloc |
01.09.01. |
Ch.St.Cls.A g=25 |
2 |
580 |
150 |
12 |
600 |
155 |
25 |
||||
|
17 |
Spate sertar mijloc |
01.09.01. |
Ch.St.Cls.A g=25 |
1 |
388 |
150 |
12 |
408 |
155 |
25 |
||||
|
18 |
Fund sertar mijloc |
01.09.01. |
Placaj g=4 |
1 |
396 |
576 |
4 |
416 |
581 |
4 |
||||
|
19 |
Spate lateral |
01.09.01. |
Placaj g=4 |
2 |
882 |
2176 |
4 |
|
|
|
||||
|
20 |
Spate mijloc |
01.09.01. |
Placaj g=4 |
1 |
448 |
2176 |
4 |
|
|
|
||||
|
21 |
Picior dulap |
01.09.01. |
Ch.St.Cls.A g=70 |
8 |
50 |
|
Ф65 |
70 |
70 |
70 |
||||
|
8 |
Spate noptiera |
01.05.00. |
Placaj g=4 |
1 |
478 |
218 |
4 |
|
|
|
||||
|
Accesorii |
||||||||||||||
|
|
Sina de glisare |
421.79.455. |
Plastic si OL |
2 |
|
|
|
|
|
|
||||
|
|
Suruburi confirmatoare |
264.43.111. |
OL |
12 |
|
|
|
|
|
|
||||
|
|
Demontabil cu excentric |
262.27.109 |
OL |
4 |
|
|
|
|
|
|
||||
|
|
Suporti polita |
282.38.708 |
OL |
18 |
|
|
|
|
|
|
||||
|
|
Butoni tragatori |
352.26.785 |
OL |
1 |
|
|
|
|
|
|
||||
Necesar de materii prime pentru noptiera:
|
Denumire reper |
Cod |
Material |
Buc.pe prod. |
Dimensiuni nete [mm] |
Volum/suprafata neta mc/mp |
Indice de utilizare |
Volum/suprafata bruta mc/mp |
||||
|
L |
l |
g |
Pe reper |
Pe produs |
Pe reper |
Pe produs |
|||||
|
Perete lateral |
01.01.00. |
Ch.St.Cls.A g=25 |
2 |
400 |
250 |
20 |
|
|
|
|
|
|
Elem.per.lat+inter |
01.01.01. |
Ch.St.Cls.A g=25 |
10 |
400 |
50 |
22 |
0.00044 |
0.0044 |
0.39 |
0.00112821 |
0.01128205 |
|
Placa superioara |
01.02.00. |
Ch.St. Cls.A g=25 |
1 |
500 |
250 |
20 |
|
|
|
|
|
|
Element tavan+fund |
01.02.01. |
Ch.St. Cls.A g=25 |
10 |
500 |
50 |
22 |
0.00055 |
0.0055 |
0.39 |
0.00141026 |
0.01410256 |
|
Usa laterala |
01.03.00. |
Ch.St.Cls.A g=25 |
4 |
1890 |
432 |
20 |
|
|
|
|
|
|
Element usa laterala |
01.03.01. |
Ch.St.Cls.A g=25 |
36 |
1890 |
50 |
22 |
0.00208 |
0.074844 |
0.39 |
0.00533077 |
0.19190769 |
|
Sipca rezistenta |
01.03.02. |
Ch.St.Cls.A g=20 |
2 |
400 |
20 |
20 |
0.00016 |
0.00032 |
0.39 |
0.00041026 |
0.00082051 |
|
Usa mijloc |
01.04.00. |
Ch.St.Cls.A g=25 |
1 |
1890 |
432 |
20 |
|
|
|
|
|
|
Element placa int.laterala |
01.04.01. |
Ch.St.Cls.A g=25 |
9 |
1890 |
50 |
22 |
0.00208 |
0.018711 |
0.39 |
0.00533077 |
0.04797692 |
|
Sipca rezistenta |
01.04.02. |
Ch.St.Cls.A g=20 |
2 |
400 |
20 |
20 |
0.00016 |
0.00032 |
0.39 |
0.00041026 |
0.00082051 |
|
Placa inter+placa inf. |
01.03.00. |
Ch.St.Cls.A g=25 |
2 |
460 |
250 |
20 |
|
|
|
|
|
|
Element placa int.+inf. |
01.03.01. |
Ch.St.Cls.A g=25 |
20 |
460 |
50 |
22 |
0.00051 |
0.01012 |
0.39 |
0.00129744 |
0.02594872 |
|
Placa intermediara mijloc |
01.06.00. |
Ch.St.Cls.A g=25 |
1 |
433 |
610 |
20 |
|
|
|
|
|
|
Element placa mijloc |
01.06.01. |
Ch.St.Cls.A g=25 |
13 |
433 |
50 |
22 |
0.00048 |
0.0061919 |
0.39 |
0.00122128 |
0.01587667 |
|
Polite laterale |
01.07.00. |
Ch.St.Cls.A g=25 |
2 |
866 |
580 |
20 |
|
|
|
|
|
|
Element polita laterala |
01.07.01. |
Ch.St.Cls.A g=25 |
24 |
866 |
50 |
22 |
0.00095 |
0.0228624 |
0.39 |
0.00244256 |
0.05862154 |
|
Polite mijloc |
8/1/2000 |
Ch.St.Cls.A g=25 |
3 |
433 |
580 |
20 |
0.00502 |
0.0150684 |
0.39 |
0.01287897 |
0.03863692 |
|
Element polita mijloc |
01.08.01. |
Ch.St.Cls.A g=25 |
36 |
433 |
50 |
22 |
0.00048 |
0.0171468 |
0.39 |
0.00122128 |
0.04396615 |
|
Placaj |
|
|
|
|
|
|
|
|
|
|
|
|
Sertar |
01.04.00. |
Ch.St.Cls.A g=25 |
1 |
|
|
|
|
|
|
|
|
|
Fata sertar |
01.04.01. |
Ch.St.Cls.A g=25 |
1 |
460 |
200 |
20 |
0.00184 |
0.00184 |
0.39 |
0.00471795 |
0.00471795 |
|
Laterale sertar lateral |
01.04.02. |
Ch.St.Cls.A g=25 |
2 |
200 |
130 |
12 |
0.00031 |
0.000624 |
0.39 |
0.0008 |
0.0016 |
|
Spate sertar lateral |
01.04.03. |
Ch.St.Cls.A g=25 |
1 |
416 |
130 |
12 |
0.00065 |
0.000649 |
0.39 |
0.001664 |
0.001664 |
|
Fund sertar lateral |
01.04.04. |
Placaj g=4 |
1 |
424 |
196 |
4 |
0.0831 |
0.083104 |
0.885 |
0.09390282 |
0.09390282 |
|
Sertar mijloc |
01.10.00. |
Ch.St.Cls.A g=25 |
1 |
|
|
|
|
|
|
|
|
|
Fata sertar mijloc |
01.10.01. |
Ch.St.Cls.A g=25 |
1 |
432 |
250 |
20 |
0.00216 |
0.00216 |
0.39 |
0.00553846 |
0.00553846 |
|
Laterale sertar mijloc |
01.10.02. |
Ch.St.Cls.A g=25 |
2 |
580 |
150 |
12 |
0.00104 |
0.002088 |
0.39 |
0.00267692 |
0.00535385 |
|
Spate sertar mijloc |
01.10.03. |
Ch.St.Cls.A g=25 |
1 |
388 |
150 |
12 |
0.0007 |
0.0006984 |
0.39 |
0.00179077 |
0.00179077 |
|
Fund sertar mijloc |
01.10.04. |
Placaj g=4 |
1 |
396 |
576 |
4 |
0.2281 |
0.228096 |
0.885 |
0.25773559 |
0.25773559 |
|
Spate lateral |
01.11.00. |
Placaj g=4 |
2 |
882 |
2176 |
4 |
0.00768 |
0.0153539 |
0.885 |
0.00867449 |
0.01734899 |
|
Spate mijloc |
01.12.00. |
Placaj g=4 |
1 |
448 |
2176 |
4 |
0.0039 |
0.0038994 |
0.885 |
0.00440609 |
0.00440609 |
|
Picior dulap |
01.13.00. |
Ch.St.Cls.A g=70 |
8 |
50 |
70 |
70 |
0.00025 |
0.00196 |
0.39 |
0.00062821 |
0.00502564 |
|
Volum total cherestea Stejar, clasa A, g=20 mm, [mc] |
0.001641 |
||||||||||
|
Spate noptiera |
01.05.00. |
Placaj g=4 |
1 |
478 |
218 |
4 |
0.1042 |
0.104204 |
0.885 |
0.11774463 |
0.11774463 |
|
Volum total cherestea Stejar, clasa A, g=25 mm, [mc] |
0.1485 |
||||||||||
|
Volum total cherestea Stejar, clasa A, g=40 mm, [mc] |
0.014103 |
||||||||||
|
Volum total cherestea Stejar, clasa A, g=70 mm, [mc] |
0.005026 |
||||||||||
|
Placaj, g=4 mm, [mp] |
0.211647 |
||||||||||
Calculul suprafetelor pentru noptiera:
|
Cod reper |
Denumire reper/Denumire operatie |
Buc./Prod. |
Dimesiuni de calcul [mm] |
Nr.Imbinari(fete) |
Nr.strat (treceri) |
Incleiere |
Calibrare |
Slefuire in alb |
Finisaj |
|
|
L |
l |
Aracet |
Panou masiv |
Masiv |
Pulverizare |
|||||
|
01.01.01. |
Perete lateral |
2 |
|
|
|
|
|
|
|
|
|
|
Incleiere |
2 |
420 |
22 |
9 |
1 |
0.16632 |
|
|
|
|
|
Calibrare |
2 |
420 |
275 |
2 |
1 |
|
0.462 |
|
|
|
|
Slefuire fete |
2 |
400 |
250 |
2 |
1 |
|
|
0.4 |
|
|
|
Slefuire canturi |
2 |
400 |
20 |
2 |
1 |
|
|
0.032 |
|
|
|
Finisare fete |
2 |
400 |
250 |
2 |
2 |
|
|
|
0.8 |
|
|
Finisare canturi |
2 |
400 |
20 |
2 |
2 |
|
|
|
0.064 |
|
01.01.02. |
Placa superioara |
1 |
|
|
|
|
|
|
|
|
|
|
Incleiere |
1 |
520 |
20 |
9 |
1 |
0.0936 |
|
|
|
|
|
Calibrare |
1 |
520 |
275 |
2 |
1 |
|
0.286 |
|
|
|
|
Slefuire fete |
1 |
500 |
250 |
2 |
1 |
|
|
0.25 |
|
|
|
Slefuire canturi |
1 |
500 |
20 |
2 |
1 |
|
|
0.02 |
|
|
|
Finisare fete |
1 |
500 |
250 |
2 |
2 |
|
|
|
0.5 |
|
|
Finisare canturi |
1 |
500 |
20 |
2 |
2 |
|
|
|
0.04 |
|
|
Usa laterala |
4 |
|
|
|
|
|
|
|
|
|
|
Incleiere |
4 |
1910 |
20 |
8 |
1 |
1.2224 |
|
|
|
|
|
Calibrare |
4 |
1910 |
432 |
2 |
1 |
|
6.60096 |
|
|
|
|
Slefuire fete |
4 |
1890 |
432 |
2 |
1 |
|
|
6.53184 |
|
|
|
Slefuire canturi |
4 |
2322 |
20 |
2 |
1 |
|
|
0.37152 |
|
|
01.01.04. |
Finisare fete |
4 |
1890 |
432 |
2 |
2 |
|
|
|
13.06368 |
|
|
Finisare canturi |
4 |
2322 |
20 |
2 |
2 |
|
|
|
0.74304 |
|
|
Usa mijloc |
1 |
|
|
|
|
|
|
|
|
|
|
Incleiere |
1 |
1910 |
20 |
8 |
1 |
0.3056 |
|
|
|
|
|
Calibrare |
1 |
1910 |
432 |
2 |
1 |
|
1.65024 |
|
|
|
|
Slefuire fete |
1 |
1890 |
432 |
2 |
1 |
|
|
1.63296 |
|
|
|
Slefuire canturi |
1 |
2322 |
20 |
2 |
1 |
|
|
0.09288 |
|
|
01.01.05. |
Finisare fete |
4 |
1890 |
432 |
2 |
2 |
|
|
|
13.06368 |
|
|
Finisare canturi |
4 |
2322 |
20 |
2 |
2 |
|
|
|
0.74304 |
|
01.01.03. |
Placa interm+placa inf. |
2 |
|
|
|
|
|
|
|
|
|
|
Incleiere |
2 |
480 |
20 |
19 |
1 |
0.3648 |
|
|
|
|
|
Calibrare |
2 |
480 |
275 |
2 |
1 |
|
0.528 |
|
|
|
|
Slefuire fete |
2 |
460 |
250 |
2 |
1 |
|
|
0.46 |
|
|
|
Slefuire canturi |
2 |
460 |
20 |
2 |
1 |
|
|
0.0368 |
|
|
|
Finisare fete |
2 |
460 |
250 |
2 |
2 |
|
|
|
0.92 |
|
|
Finisare canturi |
2 |
460 |
20 |
2 |
2 |
|
|
|
0.0736 |
|
|
Placa intermediara mijloc |
1 |
|
|
|
|
|
|
|
|
|
|
Incleiere |
1 |
453 |
20 |
12 |
1 |
0.10872 |
|
|
|
|
|
Calibrare |
1 |
453 |
275 |
2 |
1 |
|
0.24915 |
|
|
|
|
Slefuire fete |
1 |
433 |
275 |
2 |
1 |
|
|
0.23815 |
|
|
|
Slefuire canturi |
1 |
433 |
20 |
2 |
1 |
|
|
0.01732 |
|
|
|
Finisare fete |
1 |
433 |
610 |
2 |
2 |
|
|
|
1.05652 |
|
|
Finisare canturi |
1 |
433 |
20 |
2 |
2 |
|
|
|
0.03464 |
|
|
Polita laterala |
2 |
|
|
|
|
|
|
|
|
|
|
Incleiere |
2 |
866 |
20 |
11 |
1 |
0.38104 |
|
|
|
|
|
Calibrare |
2 |
866 |
580 |
2 |
1 |
|
2.00912 |
|
|
|
|
Slefuire fete |
2 |
846 |
580 |
2 |
1 |
|
|
1.96272 |
|
|
|
Slefuire canturi |
2 |
846 |
20 |
2 |
1 |
|
|
0.06768 |
|
|
|
Finisare fete |
2 |
846 |
580 |
2 |
2 |
|
|
|
3.92544 |
|
|
Finisare canturi |
2 |
846 |
20 |
2 |
2 |
|
|
|
0.13536 |
|
|
Polita mijloc |
3 |
|
|
|
|
|
|
|
|
|
|
Incleiere |
3 |
453 |
20 |
11 |
1 |
0.29898 |
|
|
|
|
|
Calibrare |
3 |
453 |
580 |
2 |
1 |
|
1.57644 |
|
|
|
|
Slefuire fete |
3 |
433 |
580 |
2 |
1 |
|
|
1.50684 |
|
|
|
Slefuire canturi |
3 |
433 |
20 |
2 |
1 |
|
|
0.05196 |
|
|
|
Finisare fete |
3 |
433 |
580 |
2 |
2 |
|
|
|
3.01368 |
|
|
Finisare canturi |
3 |
433 |
20 |
2 |
2 |
|
|
|
0.10392 |
|
|
Fata sertar |
1 |
|
|
|
|
|
|
|
|
|
|
Slefuire fete |
1 |
480 |
200 |
1 |
1 |
|
|
0.096 |
|
|
|
Slefuire canturi |
1 |
460 |
20 |
1 |
1 |
|
|
0.0092 |
|
|
|
Finisare fete |
1 |
460 |
200 |
1 |
2 |
|
|
|
0.184 |
|
|
Finisare canturi |
1 |
460 |
20 |
1 |
2 |
|
|
|
0.0184 |
|
|
Laterala sertar |
2 |
|
|
|
|
|
|
|
|
|
|
Slefuire fete |
2 |
200 |
130 |
1 |
1 |
|
|
0.052 |
|
|
|
Slefuire canturi |
2 |
200 |
12 |
1 |
1 |
|
|
0.0048 |
|
|
|
Finisare fete |
2 |
200 |
130 |
1 |
2 |
|
|
|
0.104 |
|
|
Finisare canturi |
2 |
200 |
12 |
1 |
2 |
|
|
|
0.0096 |
|
|
Spate sertar |
1 |
|
|
|
|
|
|
|
|
|
|
Slefuire fete |
1 |
416 |
130 |
2 |
1 |
|
|
0.10816 |
|
|
|
Slefuire canturi |
1 |
416 |
12 |
2 |
1 |
|
|
0.00998 |
|
|
|
Finisare fete |
1 |
416 |
130 |
2 |
2 |
|
|
|
0.21632 |
|
|
Finisare canturi |
1 |
416 |
12 |
2 |
2 |
|
|
|
0.019968 |
|
|
Fund sertar |
1 |
|
|
|
|
|
|
|
|
|
|
Slefuire fete |
1 |
424 |
196 |
1 |
1 |
|
|
0.0831 |
|
|
|
Finisare fete |
1 |
424 |
196 |
1 |
2 |
|
|
|
0.166208 |
|
|
Fata sertar mijloc |
2 |
|
|
|
|
|
|
|
|
|
|
Slefuire fete |
2 |
432 |
250 |
2 |
1 |
|
|
0.432 |
|
|
|
Slefuire canturi |
2 |
432 |
20 |
2 |
1 |
|
|
0.03456 |
|
|
|
Finisare fete |
2 |
432 |
250 |
2 |
2 |
|
|
|
0.864 |
|
|
Finisare canturi |
2 |
432 |
20 |
2 |
2 |
|
|
|
0.06912 |
|
|
Laterala sertar |
4 |
|
|
|
|
|
|
|
|
|
|
Slefuire fete |
4 |
580 |
150 |
2 |
1 |
|
|
0.696 |
|
|
|
Slefuire canturi |
4 |
580 |
12 |
2 |
1 |
|
|
0.05568 |
|
|
|
Finisare fete |
4 |
580 |
150 |
2 |
2 |
|
|
|
1.392 |
|
|
Finisare canturi |
4 |
580 |
12 |
2 |
2 |
|
|
|
0.11136 |
|
|
Spate sertar |
2 |
|
|
|
|
|
|
|
|
|
|
Slefuire fete |
2 |
388 |
150 |
2 |
1 |
|
|
0.2328 |
|
|
|
Slefuire canturi |
2 |
388 |
12 |
2 |
1 |
|
|
0.01862 |
|
|
|
Finisare fete |
2 |
388 |
150 |
2 |
2 |
|
|
|
0.4656 |
|
|
Finisare canturi |
2 |
388 |
12 |
2 |
2 |
|
|
|
0.037248 |
|
|
Fund sertar |
2 |
|
|
|
|
|
|
|
|
|
|
Slefuire fete |
2 |
396 |
576 |
2 |
1 |
|
|
0.91238 |
|
|
|
Finisare fete |
2 |
396 |
576 |
2 |
2 |
|
|
|
1.824768 |
|
|
Spate lateral |
2 |
|
|
|
|
|
|
|
|
|
|
Slefuire fete |
2 |
882 |
2176 |
2 |
1 |
|
|
7.67693 |
|
|
|
Finisare fete |
2 |
882 |
2176 |
2 |
2 |
|
|
|
15.353856 |
|
|
Spate mijloc |
1 |
|
|
|
|
|
|
|
|
|
|
Slefuire fete |
1 |
448 |
2176 |
2 |
1 |
|
|
1.9497 |
|
|
|
Finisare fete |
1 |
448 |
2176 |
2 |
2 |
|
|
|
3.899392 |
|
|
Picior |
1 |
|
|
|
|
|
|
|
|
|
|
Slefuire |
1 |
30 |
204.2 |
2 |
1 |
|
|
0.01225 |
|
|
|
Finisare |
1 |
30 |
204.2 |
2 |
2 |
|
|
|
0.024504 |
|
|
Spate noptiera |
1 |
|
|
|
|
|
|
|
|
|
|
Slefuire fete |
1 |
478 |
218 |
1 |
1 |
|
|
0.1042 |
|
|
|
Finisare fete |
1 |
478 |
218 |
1 |
2 |
|
|
|
0.208408 |
|
Total suprafata incleire [mp] |
0.6247 |
|
|
|
||||||
|
Total suprafata calibrare [mp] |
1.276 |
|
|
|||||||
|
Total suprafata slefuire [mp] |
1.6663 |
|
||||||||
|
Total suprafata finisare [mp] |
3.324504 |
|||||||||
C) Centralizatorul consumurilor de materii prime pentru noptiera
|
Nr.crt. |
Denumire materii prime si materiale |
UM |
Baza de calcul |
Cu |
Volum/Suprafata bruta [mc/mp] |
Obs. |
|
A. |
Materii prime |
|||||
|
1. |
Ch. St., cls.A, g=20 mm |
mc |
0.00064 |
0.39 |
0.001641026 |
|
|
2. |
Ch. St., cls.A, g=25 mm |
mc |
0.3278897 |
0.39 |
0.840742821 |
|
|
3. |
Ch. St., cls.A, g=40 mm |
mc |
0.102102 |
0.39 |
0.2618 |
|
|
4. |
Ch.St., cls.A, g=70 mm |
mc |
0.00196 |
0.39 |
0.005025641 |
|
|
B. |
Materiale tehnologice si auxiliare |
|||||
|
1. |
HP 150 |
mp |
1.666252 |
0.012 |
0.019995024 |
Slefuire |
|
2. |
HP 80 |
mp |
1.276 |
0.012 |
0.015312 |
calibrare |
|
3. |
Aracet DPC 50-18 |
Kg |
0.62472 |
0.4 |
0.249888 |
|
|
4. |
Lac alchidic 428 |
l |
3.324504 |
0.05882 |
0.195547325 |
|
|
5. |
Diluant sintetic 811-0268 |
l |
|
0.1 |
0.019554733 |
|
|
C. |
Accesorii |
|||||
|
1. |
Sina de glisare |
buc. |
2 |
1.01 |
2.02 |
|
|
2. |
Suruburi confirmatoare |
buc. |
12 |
1.02 |
12.24 |
|
|
3. |
Demontabil cu excentric |
buc. |
4 |
1.01 |
4.04 |
|
|
4. |
Suporti polita |
buc. |
18 |
1 |
1 |
|
|
5. |
Butoni tragatori |
buc. |
1 |
1 |
1 |
|
2. Elaborarea modelului matematic si rezolvarea criteriului de optimizare.
|
Costul materiilor prime, materialelor tehnologice si accesoriilor Cm |
|
Costul manoperei C4=0,5* Cm |
|
Cost deseuri recuperabile Dr=0,02*(C1+C2) |
|
Costul asigurarilor de sanatate C.A.S=0,25*C4 |
|
Costul ajutorului de somaj A.J.=0,05*C4 |
|
Cheltuieli de aprovizionare Ca=0,15*Cm |
|
Cheltuieli directe T=Cm+C4+C.A.S. +A.J.+Ca |
|
Cheltuieli comune ale sectiei C.C.S=0.17*(Cm+C.A.S.) |
|
Cost de sectie Cs= T+C.C.S.-Dr |
|
Cheltuieli generale societate comerciala C.G.S=0,25*(Cs+C.A.S.) |
|
Costul de uzina Cu= Cs+C.G.S. |
|
Cheltuieli de desfacere Cd=0,05*Cu |
|
Cost complet Cc=Cu+Cd |
|
Profit B=0,1*Cc |
|
Pret de productie P.P.=B+Cc |
|
T.V.A.=0,19*P.P. |
|
Pret livrare P=P.P.+T.V.A. |
Corpul de mobilier initial, se executa din panouri obtinute prin imbinarea lamelelor din cherestea de stejar, cu exceptia spatelui corp si a fundului de sertar care se executa din placaj de fag.
Vom efectua calculul economic pentru aceasta varianta, urmand a efectua apoi un nou calcul economic, tot pentru noptiera de mai sus, dar se va folosi alt material.
4. Prezentarea problemei si a solutiei optimizate.
a)Calculul economic pentru varianta 1
Toate reperele noptierei se executa din panouri obtinute prin imbinarea lamelelor din cherestea de stejar, cu exceptia spatelui corp si a fundului de sertar care se executa din placaj de fag.
|
Nr. crt. |
Denumire materii prime si materiale |
UM |
Volum/Suprafata bruta [mc/mp] |
Pret unitar |
Pret/ produs |
|||
|
ROL |
RON |
|
|
|
||||
|
ROL |
RON |
ROL |
RON |
|
||||
|
Materii prime |
||||||||
|
|
|
|
|
|
|
|
|
|
|
1 |
placaj g=4 |
|
0.2116475 |
110420 |
11.04 |
23370.112 |
2.3370112 |
0.6976153 |
|
1 |
Ch.St., cls.A, g=25 mm |
|
0.1485002 |
9500000 |
950 |
1410751.5 |
141.07515 |
42.111985 |
|
Costul materiilor prime C1 |
1434122 |
143.4123 |
42.8096 |
|||||
|
Materiale tehnologice auxiliare |
||||||||
|
1. |
HP 150 |
mp |
0.019995 |
15000 |
1.5 |
299.9253 |
0.0299925 |
0.008953 |
|
|
HP 80 |
mp |
0.015312 |
20000 |
2 |
306.24 |
0.030624 |
0.0091415 |
|
2. |
Lac alchidic 428 |
l |
0.1955473 |
110000 |
11 |
21510.206 |
2.1510206 |
0.6420957 |
|
3. |
Diluant sintetic 811-0268 |
l |
0.0195547 |
40000 |
4 |
782.18928 |
0.0782189 |
0.0233489 |
|
4. |
Aracet DPC 50-18 |
Kg |
0.249888 |
86789 |
8.6789 |
21687.53 |
2.168753 |
0.6473889 |
|
Costul materialelor tehnologice C2 |
44586.09 |
4.458609 |
1.3309281 |
|||||
|
Accesorii si feronerie |
||||||||
|
1. |
sina de glisare |
buc |
2.02 |
35000 |
3.5 |
70700 |
7.07 |
2.1104478 |
|
2. |
butoni tragatori |
buc |
1 |
25000 |
2.5 |
25000 |
2.5 |
0.7462687 |
|
|
|
|
|
|
|
|
|
|
|
Costul accesoriilor C3 |
95700 |
9.57 |
2.856716 |
|||||
|
Costul materiilor prime, materialelor tehnologice si accesoriilor Cm |
1574408 |
157.4408 |
46.99724 |
|||||
|
Costul manoperei C4=0,5*(C1+C2+C3) |
787203.9 |
78.72039 |
23.49862 |
|||||
|
Cost deseuri recuperabile Dr=0,02*(C1+C2) |
29574.15 |
2.957415 |
0.882811 |
|||||
|
Costul asigurarilor de sanatate C.A.S=0,25*C4 |
196801 |
19.6801 |
5.874656 |
|||||
|
Costul ajutorului de somaj A.J.=0,05*C4 |
39360.19 |
3.936019 |
1.174931 |
|||||
|
Cheltuieli de aprovizionare Ca=0,15*Cm |
236161.2 |
23.61612 |
7.049587 |
|||||
|
Cheltuieli directe T=Cm+C4+C.A.S. +A.J.+Ca |
2833934 |
283.3934 |
84.59504 |
|||||
|
Cheltuieli comune ale sectiei C.C.S=0.17*(Cm+C.A.S.) |
301105.5 |
30.11055 |
8.988223 |
|||||
|
Cost de sectie Cs= T+C.C.S.-Dr |
3105465 |
310.5465 |
92.70045 |
|||||
|
Cheltuieli generale societate comerciala C.G.S=0,25*(Cs+C.A.S.) |
825566.5 |
82.55665 |
24.64378 |
|||||
|
Costul de uzina Cu= Cs+C.G.S. |
3931032 |
393.1032 |
117.3442 |
|||||
|
Cheltuieli de desfacere Cd=0,05*Cu |
196551.6 |
19.65516 |
5.867212 |
|||||
|
Cost complet Cc=Cu+Cd |
4127583 |
412.7583 |
123.2114 |
|||||
|
Profit B=0,1*Cc |
412758.3 |
41.27583 |
12.32114 |
|||||
|
Pret de productie P.P.=B+Cc |
4540342 |
454.0342 |
135.5326 |
|||||
|
T.V.A.=0,19*P.P. |
862664.9 |
86.26649 |
25.75119 |
|||||
|
Pret livrare P=P.P.+T.V.A. |
5403007 |
540.3007 |
161.2838 |
|||||
a)Calculul economic pentru varianta 2
Toate reperele noptierei se executa din panouri obtinute prin imbinarea lamelelor din cherestea de brad, cu exceptia spatelui corp si a fundului de sertar care se executa din placaj de fag.
|
Nr. crt. |
Denumire materii prime si materiale |
UM |
Volum/Suprafata bruta [mc/mp] |
Pret unitar |
Pret/ produs |
|||
|
ROL |
RON |
|
|
|
||||
|
ROL |
RON |
ROL |
RON |
|
||||
|
Materii prime |
||||||||
|
|
|
|
|
|
|
|
|
|
|
1 |
placaj g=4 |
|
0.2116475 |
110420 |
11.042 |
23370.112 |
2.3370112 |
0.6976153 |
|
1 |
Ch.brad, g=24 mm |
|
0.1485002 |
4000000 |
400 |
594000.63 |
59.400063 |
17.731362 |
|
Costul materiilor prime C1 |
617370.7 |
143.4123 |
18.428977 |
|||||
|
Materiale tehnologice auxiliare |
||||||||
|
1. |
HP 150 |
mp |
0.019995 |
15000 |
1.5 |
299.9253 |
0.0299925 |
0.008953 |
|
|
HP 80 |
mp |
0.015312 |
20000 |
2 |
306.24 |
0.030624 |
0.0091415 |
|
2. |
Lac alchidic 428 |
l |
0.1955473 |
110000 |
11 |
21510.206 |
2.1510206 |
0.6420957 |
|
3. |
Diluant sintetic 811-0268 |
l |
0.0195547 |
40000 |
4 |
782.18928 |
0.0782189 |
0.0233489 |
|
4. |
Aracet DPC 50-18 |
Kg |
0.249888 |
86789 |
8.6789 |
21687.53 |
2.168753 |
0.6473889 |
|
Costul materialelor tehnologice C2 |
44586.09 |
4.458609 |
1.3309281 |
|||||
|
Accesorii si feronerie |
||||||||
|
1. |
sina de glisare |
buc |
2.02 |
35000 |
3.5 |
70700 |
7.07 |
2.1104478 |
|
2. |
butoni tragatori |
buc |
1 |
25000 |
2.5 |
25000 |
2.5 |
0.7462687 |
|
|
|
|
|
|
|
|
|
|
|
Costul accesoriilor C3 |
95700 |
9.57 |
2.856716 |
|||||
|
Costul materiilor prime, materialelor tehnologice si accesoriilor Cm |
757656.8 |
75.76568 |
22.61662 |
|||||
|
Costul manoperei C4=0,5*(C1+C2+C3) |
378828.4 |
37.88284 |
11.30831 |
|||||
|
Cost deseuri recuperabile Dr=0,02*(C1+C2) |
13239.14 |
1.323914 |
0.395198 |
|||||
|
Costul asigurarilor de sanatate C.A.S=0,25*C4 |
94707.1 |
9.47071 |
2.827078 |
|||||
|
Costul ajutorului de somaj A.J.=0,05*C4 |
18941.42 |
1.894142 |
0.565416 |
|||||
|
Cheltuieli de aprovizionare Ca=0,15*Cm |
113648.5 |
11.36485 |
3.392493 |
|||||
|
Cheltuieli directe T=Cm+C4+C.A.S. +A.J.+Ca |
1363782 |
136.3782 |
40.70992 |
|||||
|
Cheltuieli comune ale sectiei C.C.S=0.17*(Cm+C.A.S.) |
144901.9 |
14.49019 |
4.325429 |
|||||
|
Cost de sectie Cs= T+C.C.S.-Dr |
1495445 |
149.5445 |
44.64015 |
|||||
|
Cheltuieli generale societate comerciala C.G.S=0,25*(Cs+C.A.S.) |
397538 |
39.7538 |
11.86681 |
|||||
|
Costul de uzina Cu= Cs+C.G.S. |
1892983 |
189.2983 |
56.50696 |
|||||
|
Cheltuieli de desfacere Cd=0,05*Cu |
94649.15 |
9.464915 |
2.825348 |
|||||
|
Cost complet Cc=Cu+Cd |
1987632 |
198.7632 |
59.33231 |
|||||
|
Profit B=0,1*Cc |
198763.2 |
19.87632 |
5.933231 |
|||||
|
Pret de productie P.P.=B+Cc |
2186395 |
218.6395 |
65.26554 |
|||||
|
T.V.A.=0,19*P.P. |
415415.1 |
41.54151 |
12.40045 |
|||||
|
Pret livrare P=P.P.+T.V.A. |
2601811 |
260.1811 |
77.66599 |
|||||
Concluzii
Scopul principal al proiectului a fost acela de a obtine un pret de cost mai mic al produsului Noptiera. Acest criteriu fiind criteriul principal al optimizarii.
Initial produsul Noptiera era realizat din panouri reconstituite din stejar.
Observandu-se faptul ca ponderea majoritara in calculul total al pretului o reprezinta pretul materiei prime, cca. 40% din totalul costurilor, s-a recurs la inlocuirea panourilor reconstituite din stejar cu panouri reconstituite din rasinoase. Nu s-a optat pentru inlocuirea panourilor reconstituite din stejar cu panouri din semifabricate superioare din lemn deoarece in acest caz era necesara schimbarea tehnologiei de fabricatie, fapt ce ar fi dus la costuri mai mari.
Prin inlocuirea panourilor reconstituite din stejar cu panouri reconstituite din rasinoase s-a ajuns la un pret al materiei prime cu 33% mai mic si la un pret total al produsului cu 47% mai mic decat pretul initial.
In aceste conditii optimizarea conform scopului innitial, acela de a micsora pretul de cost al produsului s-a facut cu succes, fara a afecta design-ul produsului si fara a schimba tehnologia de fabricatie.
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2025 - Toate drepturile rezervate -| |
|
|
|||||
|
|||||
|
|||||
Proiecte pe aceeasi tema | |||||
|
| |||||
|
|||||
|
|
|||||